- 수자원공사 전자입찰 자료 중 최신자료를 참고하여 작성함 ㆍ 「」 ·
- 공사시방서(현장시방서)는 K-water 전문시방서에 설계사의 노하우가 녹아있으니, 꼭 해당 현장의 공사시방서를 참고해야함.
I. 토목 – 제1편 총칙 – 제11장 설비일반
1. 일반사항
1.1 적용범위
이 시방서의 규정은 계약에 따른 설비의 설계, 제작, 운반, 설치, 시운전 및 기술지원에 따른 다음사항에 모두 적용된다.
1.1.1 이 시방서에 규정된 품목의 설계, 제작, 운반, 설치, 시운전
1.1.2 품질 및 성능보장을 위한 공인기관의 각종시험 및 검사
1.1.3 공장 성능시험 및 현장 성능시험
1.1.4 설치를 위한 기술지원
1.1.5 운전유지보수를 위한 기술지도 및 교육
1.1.6 필요 기술자료제출 및 필요 부품, 예비품, 공구의 공급
1.1.7 대관업무 수행 및 타 계약상대자와의 업무협조
1.1.8 하자보수 및 기타 계약서에 명시된 사항
1.2 관련 시방절
1.2.1 이 공사와 관련이 있는 사항중 이 시방서에서 명시하지 않은 사항은 다음 시방서의 해당내 용에 따른다
(1) 1 제 편 제 4장 제출물 및 공무행정서류
(2) 1 제 편 제 7장 자재관리
(3) 1 제 편 제 8장 품질관리
(4) 1 제 편 제 12장 배관 일반
(5) 1 제 편 제 13장 용접 일반
(6) 1 제 편 제 14장 도장 일반
1.3 표준 및 참조규격
1.3.1 표준규격
(1) 설비에 적용되는 기자재의 표준규격은 부속품 또는 완제품을 막론하고 한국산업표준(KS) 또는 한국상하수도협회규격(KWWA)을 우선 적용한다. 단 해당 KS 또는 KWWA가 없거나 설비성능 보전상 필요한 경우는 강화된 외국규격을 적용할 수 있다.
(2) 외국규격은 다음의 해당규격에 따른다.
ANSI : 미국 국립 공업규격(American National Standard Institute)
ASTM : 미국 재료 시험협회 (American Society For Testing And Material)
AWWA : 미국수도협회 (American Water Works Assocition)
NEMA : 미국전기제품 제조업자협회(National Electrical Manufactures)
IEC : 국제전기기술위원회(International Electrotechnical Conference)
ISO : 국제표준기구 (International Standard Organization)
JIS : 일본공업규격(Japan Industraal Standard)
JWWA : 일본수도협회(Japan Water Works Assocition)
1.3.2 참조규격
다음 규격은 본 시방서에 명시되어 있는 범위 내에서 시방서의 일부를 구성하고 있는 것으로 본다.
(1) 한국산업표준 (KS)
KS Q ISO 9001 품질경영시스템- 요구사항
KS B 0845 강용접 이음부의 방사선 투과시험 방법
KS B 0885 용접 기술 검정에 있어서의 시험방법 및 판정기준
KS B 0888 배관용접부의 비파괴검사방법
KS B 1407 전동용 롤러체인
KS B 1408 롤러체인용 스프로킷 치형
KS B 6301 원심펌프․사류펌프 및 축류펌프의 시험 및 검사방법
KS C 1502 소음계
(2) 기타 규격
ASTM A 48, CLASS 30
AFBMA Anti Friction Bearing Manufactures Association
1.4 용어의 정의
1.4.1 공장검사 (Shop Inspection)
자재, 기기, 부품, 계통 또는 구조물 등이 설정된 기술요건에 적합한지를 확인하기 위하여 제작공장에서 실시하는 검사를 말한다.
1.4.2 중간검사 (In-Process Inspection)
어떤 작업이 진행중인 과정에서 설정된 요건에 부합되는지를 확인하는 검사로서 제작과정 중 기자재의 성능에 영향을 미칠 수 있는 중요한 공정을 설정하여 실시하며 재료검사, 비파괴검사, 열처리검사, 용접검사, 부품검사, 도장전처리 검사 등을 말한다.
1.4.3 제작 완료검사 (Final Inspection)
어떤 작업이 완료된 상태에서 설정된 요건에 부합되는지를 확인하는 품질검사로서 제작이 완료된 기자재에 대하여 최종단계에서 실시하는 검사로 기능 및 성능검사, 외관 및 치수검사 등을 말한다.
1.4.4 필수 확인점 (Hold Point)
공정중 중요한 검사 단계로서 계약상대자의 검사지 또는 감독원의 입회를 필요로 하며 검사에 합격하지 아니하고는 다음 공정으로 진행하지 못하도록 결정한 시점을 말한다.
1.4.5 입회점 (Witness Point)
공정중 감독원의 입회검사를 받도록 결정한 시점을 말한다. 단, 감독원의 승인이 있는 경우에는 감독원의 입회없이 다음 제작 공정을 진행할 수 있다.
1.4.6 검토 (Review)
기술된 내용이 요구조건에 적절한지 확인하기 위하여 작성내용, 서명 및 날짜 등을 조사 비교하는 행위를 말한다.
1.5 제출물
제1편 제4장 제출물 및 공무행정서류에 따른다.
1.6 품질보증
1.6.1 품질관리계획서 제출
제1편 제8장 품질관리에 따른다.
1.6.2 공장시험자료
보증을 요구하는 각 설비의 공장시험자료는 설비의 현장 반입전에 제출하여야 한다. 이 자료에는 품질보증서를 포함하여야 한다.
1.6.3 품질인증 서류제출
관련설비의 KS표시허가증 사본, 품질시스템(ISO 9000시리즈)사본 등 품질인증에 관한 서류를 포함한다.
1.6.4 품질관리계획 이행감독 및 적정성 확인
(1) 이행감독
감독원은 계약상대자가 제출한 품질보증계획서에 따라 당해 공사의 가공재료, 제작, 설치 및 시공, 검사 및 시운전등 품질관리 업무전반에 대해 이행여부를 감독한다.
(2) 적정성 확인
공사의 품질관리부서는 필요시 계약상대자가 제출한 품질보증계획서에 따라 품질관리시스템등 품질관리활동에 대한 적정성을 확인할 수 있다.
1.7 포장, 운반 및 보관
다음에 명시하지 않은 사항은 제1편 제7장 자재관리에 따른다.
1.7.1 포장
(1) 계약상대자는 설비의 운송, 상·하차, 보관 등 취급이 용이하도록 받침목, 인양표시 및 고리등을 부착하여 나무상자 등으로 포장하고 햇빛, 습기, 눈 또는 비 등에 노출되어서는 안되는 설비는 특히 주의하여야 한다.
(2) 각 절의 설비는 운반 및 보관 등 취급중의 손상, 습기, 부식성가스 등으로부터 보호되어야 하며 항상 건조한 상태를 유지할 수 있도록 하여야 한다.
(3) 모든 포장상자 또는 포장물에는 총중량을 표시하고 중량을 감당하고 있는 부위 및 취급시 매달 필요가 있는 위치에는 외부에 정확하고 분명하게 표시하여야 하며 그 상자나 포장물에 대한 선적서류에 관계되는 식별표시가 있어야 한다.
(4) 포장된 설비의 외부에는 설비명칭 및 목록, 수량, 중량 등이 표시된 상세 명세표를 방수봉투에 넣어 외부에 취부하여야 하며 포장 상세목록 사본을 물품이 인도되기 전에 감독원에게 도착되도록 하여야 한다.
1.7.2 운반 및 현장반입
(1) 계약상대자는 공장시험 등의 검사가 완료된 후 설치현장의 여건과 운반경로의 도로사정, 타공사와의 연관성 등을 고려하여 현장반입의 가능여부 등을 파악하고 감독원의 승인을 얻어 운반하여야 한다.
(2) 대형설비의 경우 도로나 교량, 터널 등의 여건을 고려하여 필요한 경우에는 감독원의 승인을 얻어 분리운반을 할 수 있다.
(3) 운반시에는 기기의 파손 및 외부 도장면의 보호를 철저히 하여야 하며 기기의 손상이나 타구조물에 손상을 준 경우는 계약상대자의 책임으로 복구하여야 한다.
(4) 현장반입에 있어서는 설비반입 검사신청서를 제출하여 감독원의 검사를 받아야 한다. 다만, 계약서에서 지정한 납품장소가 아닌 계약상대자의 생산공장 또는 기타장소에서 검사를 하는 경우에는 검사에 소요되는 기간 7일을 감안하여 검사를 요청하고, 검사가 완료된후 반입기일까지 지정된 납품장소에서 검수를 요청하여야 한다.
(5) 설비반입에 따른 소운반에 있어서는 변형 등이 일어나지 않도록 주의하고 또한 기존 구조물이나 설비 등에 손상을 주지 않도록 하여야 한다.
(6) 건설기계의 사용이 필요한 경우에는 작업범위내의 출입금지, 와이어로프․기기류의 점검 및 지반의 확인 등을 하여야 한다.
1.7.3 설비의 보관
(1) 설비의 일시보관이 장기화 되는 경우에는 오염, 부식 등이 발생하지 않도록 하여야 한다. 특히 펌프, 송풍기 또는 전동밸브 등 전기제품이 부속되는 설비는 습기로 인한 장애가 발생하지 않는 장소를 선정하여 보관하여야 한다.
(2) 설비를 일시보관하는 경우 설비가 지면과 직접 닿지 않도록 받침목 등을 고려하여야 한다. 또 일시보관중에는 받침대로부터 전도되어 타 설비 등에 손상을 주지 않도록 주의하여 보호하여야 한다.
1.8 타 공정과의 협력작업
1.8.1 계약상대자는 토목, 기계, 전기, 계측제어 등 다른 계약자의 공사, 공정과의 문제점 발생을 방지하기 위하여 계약상대자가 제작, 반입하는 설비와 연결, 조립, 설치되는 사항에 대하여 사전조사하여야 하며 다른 계약자와 협의하여야 한다.
1.8.2 다른 계약자와의 공정상 감독원이 분할하여 반입, 설치를 요구할 경우 계약상대자는 이에 응하여야 한다.
1.8.3 계약상대자는 이 계약으로 공급되는 설비의 조립, 설치, 시운전에 차질이 없도록 다른 계약자에게 협조하여야 한다.
1.9 준공 및 비용
1.9.1 제조구매에서 반입은 해당물품이 제작완료되어 제작완료검사 후 현장에 입고되었음을 의미하며, 납품은 본 설비가 이상없이 제작, 설치가 끝난 후 감독원이 납품검사를 완료한 날로하고, 준공은 종합시운전 또는 현장여건을 충분히 반영한 단독 부하시운전 후 준공검사를 완료한 날로 한다.
1.9.2 공사는 계약상대자가 해당물품을 납품장소에 반입, 감독원의 반입검수가 이상없이 완료되어 이에 대한 기성대금을 청구할 경우 계약내역서상의 기자재비에 대한 대가를 지급할 수 있다.
1.9.3 종합시운전 조건부 계약시 발주자의 부득이한 사정으로 계약기간내에 시운전이 불가능할 경우는 계약업무 규정(물품구매(제조)계약특수조건)에 의거하여 준공처리 하여야 한다.
1.9.4 위험물 등 법정검사에 필요한 시험, 검교정 등 승인을 요하는 시험 등 모든 검사, 시운전, 시험 및 조정과 교육에 대한 비용은 계약상대자가 지불하여야 한다.
1.9.5 공사는 현장시험 및 검사에 필요한 경우 가능한 범위 내에서 동력, 용수 등의 편의를 제공 할 수 있다.
2. 자재
2.1 적용범위
2.1.1 제작일반
(1) 모든 설비의 부속품은 신품이어야 하며 사용목적에 적합한 재질이어야 한다.
(2) 설치, 교체 및 정비가 용이하도록 하여야 한다.
(3) 모든 설비는 해충, 먼지 등 이물질의 흡입이 방지되고 전기 또는 회전부 접촉 등으로 인한 안전사고가 발생되지 않는 구조이어야 하며 가장 가혹한 조건에서 최소의 유지보수로 연속적인 운전을 할 수 있어야 한다.
(4) 공사가 제시하는 도면, 시방서는 설비목적을 위한 일반적인 형식과 지배적인 치수만 나타내며 설비의 정확한 사항을 규정하는 것은 아니므로 계약상대자는 설비의 사용목적 및 여건을 검토하여 세부사항 및 대안 등을 제시하여야 한다.
(5) 방식이 요구되는 환경에서의 각종 볼트/너트는 방식재질로 유지관리에 문제점이 없어야 한다.
(6) 허용오차 및 여유는 제작도면에 상세히 표시하여야 한다. 모든 경우에 기계작업은 부품의 특성이나 기능을 고려하여 매우 높은 숙련도와 마감처리를 하여야 한다.
(7) 설비 표면거칠기
① 미끄럼 접촉되는 모든 표면의 표면거칠기는 0.16/100mm 이하로 한다.
② 꼭 끼는 접속(Tight Joint)이 필요하지 않는 접촉표면의 표면거칠기는 0.635/100mm이하로 한다.
③ 그 외의 기계 가공 표면 거칠기는 1.27/100mm 이하로 한다.
④ 스터핑 박스와 베어링의 접촉표면인 축과 스템의 표면거칠기는 0.83/100mm 이하로 한다.
2.1.2 주조물
(1) 주조물에 대한 결함은 계약상대자가 책임을 져야하며 감독원의 요구시 관련 KS 규격에 따른 주조품 성적서(Mill Certificate)를 제출하여야 한다.
(2) 임계점에서 불순물 또는 합금물의 과도한 편석은 허용되지 않는다.
(3) 단면변화가 있는 곳에는 필렛을 붙여야 한다.
(4) 가공을 하지 않고 최종설치후에 노출되는 표면은 현장에서 도장전에 표면을 다듬질 할 필요가 없도록 다듬어야 한다.
2.1.3 용접
제1편 제13장 용접일반에 따른다.
2.1.4 설비의 보호
기계공사 제9편 제11장 보온 일반에 따른다.
2.2 설비지지대와 기초
2.2.1 설비의 지지대(Support)
모든 설비의 지지대, 앵커와 억제장치는 정적, 동적, 굽힘과 지진의 부하를 고려하여 설계 하여야 한다.
2.2.2 설비의 기초
설비의 기초를 위한 기초는 제작자의 기초도면에 따라야 한다. 특별히 기술되지 않은 경우 기계설비는 최소 100mm이상의 높이를 가진 콘크리트 기초위에 설치하여야 한다.
2.2.3 진동 방지
진동하기 쉬운 모든 설비는 제작자의 추천서류에 의하여 방진 스프링 형태의 진동 방진장치나 패드와 함께 공급하여야 한다.
2.3 커플링
2.3.1 플랙시블 커플링
모플랙시블 커플링은 축 중심의(수직, 수평) 정렬, 끝부분의 간격을 보정하고 구동장치와 피동장치사이에 설치되어야 한다. 수직축이 요구되는 경우에 별도 명시되지 않으면 유니버설 형식 등 플랙시블 커플링이 설치되어야 한다.
2.3.2 계약상대자는 각각의 설비특성에 적합하도록 설비 제작자를 선정하고 커플링의 킈기와 형식을 추천하여야 한다.
2.3.3 테이퍼 록 부싱(Taper Lock Busing)은 여러 가지 직경의 축에 설치 또는 제거가 용이하도록 공급한다.
2.3.4 유니버셜 형식의 커플링은 통상적인 형태의 그리스 피팅(Grease Fittings)과 함께 장착되는(니들) 베어링형태의 구조이어야 한다.
2.4 축
2.4.1 일반사항
(1) 모든 축은 베어링사이에서 연속적이어야 하며 필요한 동력을 충분히 전달할 수 있어야 한다.
(2) 키(KEY)홈은 축선상에 정확하게 가공하여야 하며, 키홈은 모서리를 라운드(Round) 가공하여 응력집중을 막아야 한다..
(3) 모든 축은 기능발휘에 지장이 없도록 진직도 및 정밀도를 확보하여야 한다.
2.4.2 재질
(1) 축의 재질은 설비의 사용목적과 토크(Torque)의 전달, 부식성 가스, 습기 등의 환경을 고려하여야 한다.
(2) 내부식성 축은 스테인리스 강이거나 모넬(니켈과 구리의 합금) 또는 이와 동등이상의 재질 이어야 하며 어느 것이든 장래 유지보수에 적합하여야 한다.
2.4.3 축의조정
구동기기와 피구동기기의 거리가 길어 베어링부의 파손 등이 우려되거나 동일 축선상이 아닐 경우에는 유니버설 조인트 등을 사용하여 조정할 수 있도록 하여야 한다.
2.5 베어링
2.5.1 일반
베어링은 관련 KS 규격 또는 AFBMA (Anti Friction Bearing Manufactures Association)의 기준에 따라야 한다.
2.5.2 베어링은 설치, 윤활, 실링, 정격율(Static Rating) 및 다른 중요 요소를 고려하여 선정하여야 한다.
2.5.3 윤활을 필요로 하는 베어링은 접근이 쉬운 위치에 있어야 하며 베어링의 쳄버내에는 적당한양(1/2~1/3정도)의 그리스를 충진하여야 한다.
2.5.4 베어링 수명확보 및 최대의 기능 발휘를 위하여 제작자가 추천하는 윤활제로 공장에서 윤활되어야 한다.
2.5.5 베어링의 수명
별도 기술되지 않은 경우 연속운전되는 베어리의 설계수명은 10만시간 이상이어야 한다.
2.5.6 슬리브 형식의 베어링은 베빗트 메탈이나 청동합금 재질 또는 동긍이상의 라이너를 가져야 한다.
2.6 기어 및 구동장치
2.6.1 기어재질은 별도의 명시가 없는 경우, 제작자가 사용목적에 적합하도록 결정할 수 있다.
2.6.2 기어 구동장치부는 오일이나 그리스 윤활방식으로 완전 밀폐된 구조이어야 하며, 점검커버가 부착되어야 한다. 오일윤활 구조의 경우에는 오일량 표시계가 공급되어야 한다.
2.7 구동체인 및 스프로킷
2.7.1 구동체인
(1) 동력을 구동하기 위한 체인은 별도 기술하지 않은 경우 로울러 체인이어야 하며 KS B 1407 또는 ANSI의 기준에 적합하여야 한다.
(2) 체인 테이크업 장치는 조정이 용이한 구조이어야 한다.
(3) 체인과 부속품의 재질은 제작자의 최상의 재질로 제작되어야 하며 사 목적에 적합하여야 한다.
2.7.2 스프로킷
(1) 재질 : 별도 기술하지 않는 경우 재질은 다음과 같다.
① 미구동용으로 사용되는 일반적인 25개 이하의 이(齒)를 가진 스프로킷은 탄소함유량이 0.4~0.45%의 범위인 중탄소강으로 제작되어야 한다.
② 이(齒)의 수가 26개 이상인 스프로킷은 탄소함유량이 최소 0.2%이상인 탄소강으로 제작되어야 한다.
③ 대구경의 스프로킷은 KS B 1408 또는 ASTM A 536 Gr. 65-45-12에 따르는 닥타일 주철제, 비금속인 경우 수처리용에 적합한 재질이어야 한다.
(2) 설치와 분해를 용이하기 위해 스프로킷은 분할 형태이거나 필요한 경우 테이프 록 부상과 함께 공급되어야 한다.
(3) 아이들러 스포로킷은 오일홈, 축홈과 주위의 홈을 완비하여 황동이나 배빗트메탈 재질의 부싱과 함께 공급되어야 한다.
2.8 전동기
2.8.1 일반사항
(1) 전동기는 과부하 없이 피동기의 규정된 운전범위를 계속적으로 운전하기에 적합한 용량이 상이어야 하며 설치장소에 적합한 형식이어야 한다.
(2) 전동기는 절연종류 및 운전시간, 운전빈도가 최악의 조건에서도 무리가 없어야 하고 전기적으로 보호기능을 가져야 한다.
(3) 전동기는 고효율 전동기를 채용하여야 하며 효율, 역률, 부하특성을 고려하고 용량에 따라 적합한 기동방식이어야 한다.
(4) 전동기의 절연종류는 설비 각절에서 별도 명시되지 않으면 F종 이상으로 한다.
(5) 전동기 소음은 KS C 1502에 따라 측정한다.
(6) 전동기 특성시험에 대한 시험자료를 제출하여야 한다.
(7) 규소강판은 점적율을 크게 하여 철손이 최소가 되도록 하여야 한다.
(8) 회전자 홈수와 크기는 진동과 소음이 발생하지 않도록 하여야 하며 이상 기동현상이 발생하지 않아야 한다.
(9) 자기소음, 통풍소음이 최소화 되도록 회전자 및 통풍장치 등을 특히 유의하여 제작하여야 한다.
(10) 리드선은 연동 연선을 고무이상의 절연재로써 피복하여야 하며 인출구는 절연관을 사용하여 그 위에 단자를 취부하여야 한다.
(11) 전동기의 프레임 및 덮개등의 내외면은 녹막이 처리하여야 한다.
(12) 전동기는 단자함에 접지단자를 장치하여야 하며 프레임 접지를 할 수 있는 설비를 갖어야 한다.
(13) 전동기는 진동소음 및 베어링 마모를 최소화할 수 있도록 동적평형 측정을 하여 조정한다. 조립된 펌프전동기의 최대진동은 현장설치 완료후 전동기 상부에서 측정한 값이 KS B 6301의 기준 이내이어야 한다.
(14) 전동기는 적절한 냉각으로 권선의 과열이 발생하지 않아야 한다.
(15) 전동기 외피의 개구부에는 필요한 경우 방충시설을 하여야 한다.
(16) 권선온도 감지부는 고정자 권선하부를 중심으로 좌우 120도 위치에 원주방향으로 분포시키고 상 표시를 쉽게 알 수 있도록 리드선에 번호를 표시하여야 한다.
2.8.2 전동기 권선
(1) 권선에 사용되는 동선은 품질이 균일하고 전기저항치가 적고 매끈하여야 하며 전기적 결함이나 접속점이 없어야 한다.
(2) 권선에 사용할 절연 바니쉬 (Vanish) 는 내절연성, 내습성, 내약품성, 내열성이 크며 피막 도장한 가열 건조코일 바니쉬를 사용한 다음에 내유성이 강한 자연 건조사상 바니쉬로써 도장하여야 한다.
(3) 전동기 권선은 기동력에 견딜 수 있는 적당한 구조이고 습기 및 기름에 견딜 수 있어야 한다.
2.8.3 공장 입회시험
(1) 저압 전동기(600V 미만)는 제작사가 자체시험결과 제출 시 공장 입회시험을 제외할 수 있다.
(2) 모든 고압 전동기(600V 이상)는 공장에서 조립, 시험 및 보증이 되어야 하고, 모든 부품은 사용목적에 적합하고 이상없어야 한다. 또한 부하운전과 효율시험을 포함한 시험은 한국산업표준에 기록된 모든 계산서와 보증 및 날짜를 기입한 시험결과의 원본을 제출하여야 한다.(단, 공인인증기관에서 발행한 시험성적서로 대체할 수 있다)
(3) 시험항목은 다음을 포함하여야 한다.
① 외관검사, 치수검사(단, 조립과정 중 고정자 및 코일 엔드부 절연처리 등을 포함한 외관검사는 중간검사를 시행하여야 한다.)
② 권선 절연저항, 지면 절연저항
③ 내전압시험, 무부하시험
④ 부하시험 (25%, 50%, 75%, 100%, 120%)
⑤ 구속시험 (저주파 구속시험포함)
⑥ 기동전력
⑦ 역률 및 효율
⑧ 온도상승시험
⑨ 진동, 소음시험
⑩ 회전수측정 및 과속도시험
2.9 현장 조작반(Lacal Panel)
2.9.1 일반
(1) 별도 명시하지 않으면 설비로부터 현장조작반(LP)까지의 배관배선은 기계공사에 포함시켜야하며 현장조작반(LP)으로부터는 전기공사범위로 한다. 전기공사범위에는 현장조작반 내의 터미널블록에서부터의 결선작업을 포함한다.
(2) 도면 또는 시방서에 별도 명기되어 있지 않더라도 기기 성능발휘 및 보전을 위하여 필요한 때에는 계약상대자는 설비에 적합한 현장조작반을 공급 설치하여야 한다.
(3) 각 설비의 원격감시제어에 대비한 입․출력 포인트의 보유와 접점을 용이하도록 단자블록 처리를 하여야 한다.
(4) 조작반 내의 부속 기기는 내열성이 우수하고 폭발성이 없어야 한다.
(5) 옥외인 경우 방수형(2중도어형 등)이어야 하며 자동 점등장치를 갖추어야 한다.
(6) 별도로 명시되지 않으면, 설비에 공급되는 제어용 판넬의 외함은 반 광택의 스테인리스 (STS 304)1.6t 이상이어야 한다.
2.9.2 제어기능
조작반의 제어기능 및 세부내용은 각 절에 명시한 내용에 따른다.
2.10 도장 및 설비의 표기
2.10.1 표면처리 및 도장
다음에 명시하지 않은 사항은 제1편 제13장 용접일반에 따른다.
(1) 비철금속과 내부식성 표면을 가진 금속은 그리스나 윤활유를 도포하여야 한다.
(2) 현장에서 도장이 요구되는 부분은 Shop Primer를 하여 녹을 방지 하여야 한다.
(3) 도장된 표면은 조작,시험,저장,조립과 운반하는 동안의 마모나 손상으로부터 보호되어야 한다.
2.10.2 설비의 표기(Nameplate)
2.10.3 설비의 전면 또는 쉽게 볼수 있는 위치에 스테인리스강 재질 등으로 장비의 명판을 고정하거나 새겨야 한다.
2.10.4 명판에는 설비의 해당규격에서 명시하고 있는 품명 및 형식, 제작자의 상호, 모델명, 제작일련번호, 규격, 중량, 정격용량, 전압 등 기기의 성능을 표시하는 적절한 자료가 기록되어야 하며 세부사항은 도면승인시 처리한다.
2.11 공장시험 및 검사
관련 규격 및 각 설비 절에 따른다.
3. 시공
설비 각 절에서 별도 명시하지 않은 경우 다음에 따른다.
3.1 일반사항
3.1.1 패키지 설비
(1) 미리 제작된 패키지 설비가 공급될 경우 계약상대자는 패키지 설비 공급자와 필요한 설치면적이나 구조, 공차, 외부설비와의 연결사항, 신호, 입출력 등을 협력하여야 한다.
(2) 안전장치 연결 등 패키지 설비가 특별히 명시되지 않은 추가작업이 필요한 경우 계약상대자는 별도비용의 추가없이 제작자가 요구하는 완전한 설비가 될 수 있도록 감독원과 협의하여 관련재료와 인력을 제공하여야 한다.
3.1.2 운영자 교육
(1) 교육은 최소 3주전에 교육의 범위 및 수준, 교육내용에 대하여 감독원과 협의를 거쳐 계획 되어야 한다.
(2) 계약상대자는 관리인원 등 교육대상자 모두에게는 교육자료를 제공하여야 한다.
3.2 안전관리
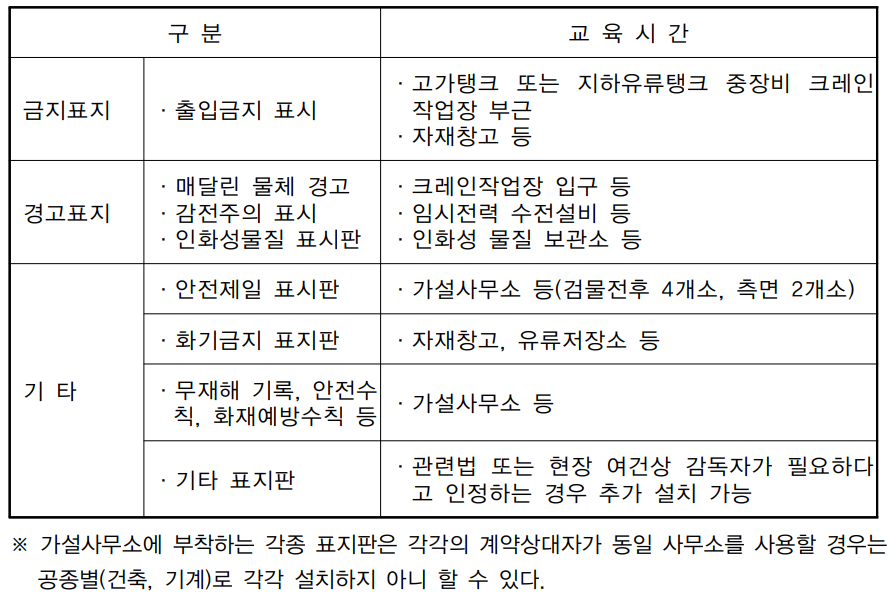
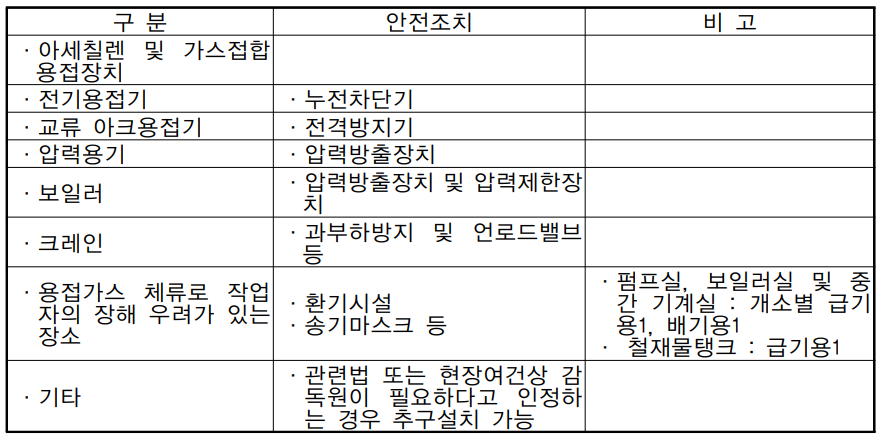
3.2.1 안전표지의 부착
계약상대자는 건설현장의 유해 또는 위험한 시설 및 장소에 대한 경고, 비상시 조치의 안내, 기타 안전표시의 고취를 위하여 다음과 같은 안전, 보건 표지판을 설치하거나 부착하여야한다.
3.3 설치
3.3.1 일반사항
(1) 모든 부품은 손상이 없고 녹, 먼지 등 이물질을 제거하고 설치한다.
(2) 기초는 평탄하고 높낮이가 잘 정돈되어 설비의 원활한 운전에 이상이 없어야 한다.
(3) 기초볼트는 유분 등을 완전히 제거하고 기초의 철근에 걸리게 하여야 하며 Base Plate는 관련 기준선과 정확히 맞추어 조정하고 설비기초(Base)의 내부에도 그라우팅 몰탈을 채워 공극이 생기지 않아야 한다.
(4) 설비 설치에 따른 그라우팅은 1차 콘크리트와의 분리를 방지하기 위하여 레이턴스 제거를 위한 효과적인 방법을 적용하여 시행하여야 한다.
(5) 설비를 공급하는 계약상대자는 설비 기초(Bed) 및 기초판을 콘크리트 기초에 고정하기 위해 필요한 기초 볼트․ 너트 및 와셔 등 설치에 필요한 기기를 포함하여 공급하여야 한다.
(6) 계약상대자는 공급할 설비의 요구조건에 대하여 기초치수 및 중량과 외형치수를 포함한 설비성능을 보전하기 위하여 기초에 필요한 정․동 하중 및 기초의 적재하중 등 자료를 기기 제작도면 승인요청시 포함하여야 한다.
(7) 설비 설치시 손상된 도장표면은 2.10에 따라 재도장을 하여 방식성을 확보하여야 한다.
3.3.2 정렬(Alignment)
(1) 모든 기기는 적절한 정렬상태 확인, 기술된 것과 같이 운전됨을 증명하고, 그리고 걸림, 문질러짐, 진동, 축의 돌출, 또는 그 밖의 결함을 피하기 위해 현장시험을 해야 한다. 펌프 구동축은 교정정렬을 확실히 하였는지 반드시 힘을 가하지 않고 확인해야 한다. 기기는 깨끗한 외관과 장소에서 안전하게 보관되어야 한다.
(2) 커플링 축중심의 편심도는 90°마다 4개소에서 측정하여 각각의 편차가 0.05mm 이내이어야 한다.
(3) 축의 평형도는 최대간격과 최소간격의 차이가 0.1mm 이내이어야 한다.
3.3.3 현장시험 및 검사
(1) 본 시방서 제1편 제14장 도장일반 및 각 설비 절에 따른다. 단, 제작품의 특성확인을 위하여 필요한 경우 감독원은 계약상대자의 부담으로 시험 및 검사를 전문으로 하는 공인기관의 검사를 요구할 수 있다.
(2) 기기의 설치 및 정리정돈 후 설치검사 보고서를 작성, 감독원의 입회하에 확인을 한 후 각종 몰탈작업을 하여야 한다. 감독원의 확인 없이 시행된 기초는 감독원의 요구시 재시공하여야 하며 매몰에 의해 확인이 곤란한 부위는 사진촬영을 하여 확인이 가능하도록 하여야 한다.
3.3.4 검사, 시운전, 현장조정 : 제작자의 책임기술자는 아래내용에 대해 입회하여 수행하여야 한다.
(1) 기기의 설치
(2) 검사, 점검 및 기기 조정
(3) 적절한 운전을 위한 현장시험 및 시운전
(4) 요구사항에 부합되는 기기의 설치와 운전을 확실하기 위한 현장조정 작업
3.3.5 종합시운전(해당시)
(1) 종합시운전은 전기 및 게장공사의 기자재가 설치 완료되고 각각의 계약상대자가 단독 시운전을 완료한 상태에서 시설 전반에 걸쳐 연계운전, 자동운전 등을 시행하여 기계설비의 성능효율 등을 종합적으로 시험하기 위한 시운전을 말하며 다음에 명시하지 않은 시운전에 관한 세부사항은 공사의 “정수장 종합시운전 수행요령”에 따른다.
(2) 종합시운전 계획서는 기계설비의 단독운전 완료시기와 타 공종의 시험기간을 고려하여 전체공사 준공일 내에 완료되도록 단계별 실시계획을 작성하고 각 단계별로 인원, 장비투입 계획 등 세부사항을 포함하여야 하며 시운전 실시 ( )일전에 제출하여 감독원의 승인을 얻어야 한다.
(3) 종합시운전은 모든 부대설비의 작동 및 설치상태를 최종적으로 점검, 확인하기 위하여 실시하는 것으로 감독원이 입회하여 설치된 모든 설비의 설계운전조건을 연속운전 상태에서 하여야하며 시운전 단계별로 시운전 조건 및 시험결과가 만족할 수 있는가를 확인한 후 다음 단계로 진행하여야 한다.
(4) 요구사항에 대해 각 설비에 대하여 계약상대자는 충분한 시험을 실시했고, 모든 최종 조정을 했다는 것을 작성하여 보증해야 한다. 보증서는 현장시험일, 시험하는 동안의 참석자명단 및 시험자료를 포함한다.
(5) 종합 시운전 결과에 따른 시험 성적서를 제출하여 이상이 없음이 확인 되었을때 모든 공사가 종료된 것으로 간주한다.
(6) 종합시운전이 완료되면 종합시운전 결과보고서 (5)부를 작성하여 준공도서 제출시에 제출하여야 하며 다음사항을 포함한다.
① 종합 시운전 준비확인 보고서
② 종합 시운전 실시요령서
③ 종합 시운전 작업일보 ( 각 기기별 포함)
④ 종합 시운전시 고장, 보수 및 조정내용
⑤ 종합시운전 결과
⑥ 종합시운전 결과에 대한 계약상대자의 의견 및 차후 운영시 유의사항
⑦ 기타 감독원의 지시사항 및 조치결과
댓글