요약
본문내용
1. 일반사항
1.1 적용범위
⑴ 이 시방서는 상수도공사의 시공에 있어 관종별 접합방법, 접합기자재 등 접합에 대한 일반적인 사항에 대해 적용한다.
1.2 참고기준
1.2.1 덕타일주철관의 접합
⑴ 한국산업규격
① KS D 4308: 덕타일주철 이형관
② KS D 4311: 덕타일주철관
③ KS D 4316: 덕타일주철관의 모르타르 라이닝
④ KS M 6613: 수도용 고무
1.2.2 도복장강관의 용접접합
⑴ 한국산업규격
① KS B 0817 : 금속재료의 펄스반사법에 따른 초음파탐상시험방법 통칙
② KS B 0845 : 강용접부의 방사선투과시험방법 및 투과사진의 등급분류방법
③ KS B 0885 : 수동용접기술검정에 있어서의 시험방법 및 그 판정기준
④ KS B 0888 : 배관용접부의 비파괴검사방법
⑤ KS B 0896 : 강용접부의 초음파탐상시험방법 및 시험결과의 등급분류방법
⑥ KS C IEC 60245-6 : 정격전압 450/750V 이하 고무절연케이블-제6부: 아크용접케이블(KS C 용접용케이블)
⑦ KS C 9602 : 교류 아크용접기
⑧ KS C 9607 : 용접봉 호울더
⑨ KS D 0252 : 아크용접 강관의 초음파탐상검사방법
⑩ KS D 3508 : 피복 아크용접봉 심선재
⑪ KS D 7004 : 연강용 피복 아크용접봉
⑫ KS D 7025 : 연강 및 고장력강 아크용접용 솔리드 와이어
⑬ KS M 1101 : 산소
⑭ KS I 2107(KS M 1105) : 액화 이산화탄소(액화 탄산가스)
⑮ KS M 1122 아르곤가스(산업용)
⑵ 기타 규격
① ANSI B. 16.25 : butt welding end
② AWS A. 5.0 : filler metal comparison charts
③ API STD 1104 : standard for welding pipelines and related facilties
④ ASME SEC 1 : power boiler
⑤ ASME SEC VIII : pressure vessel
⑥ ASME SEC IX : welding and brazing qualification
1.2.3 배관의 용접검사
⑴ 한국산업규격
① KS B 0817 : 금속재료의 펄스반사법에 따른 초음파탐상시험방법 통칙
② KS B 0845 : 강용접부 이음부의 방사선투과시험방법
③ KS B 0885 : 수동용접기술검정에 있어서의 시험방법 및 판정기준
④ KS B 0888 : 배관용접부의 비파괴검사방법
⑤ KS B 0896 : 강용접부의 초음파탐상시험방법
⑥ KS D 0252 : 아크용접 강관의 초음파탐상검사방법
1.2.4 기타관의 접합
⑴ 한국산업규격(KS)
① KS B 1545 : 구리 및 구리합금 플래어 관이음쇠
② KS M 3370 : 수도용 플라스틱 배관계-불포화 폴리에스테르수지 유리섬유 강화플라스틱(GRP)-압력 및 비압력 배관
③ KS M 3409 : 수도용 경질 염화비닐관용 접착제
④ KS M 3408-3 : 수도용 플라스틱배관계-폴리에틸렌(PE) 제3부 : 이음관
⑵ 한국상하수도협회 단체 표준규격(KWWA)
① KWWA D 106 : 수도용 동관이음쇠
② KWWA 100-2 : 수도용 스테인레스 강관 이음쇠
1.3 용어의 정의
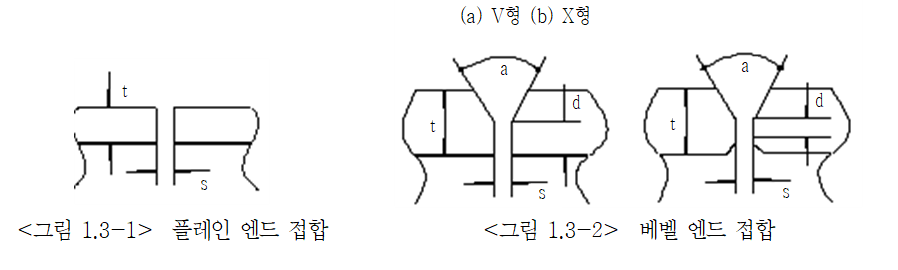
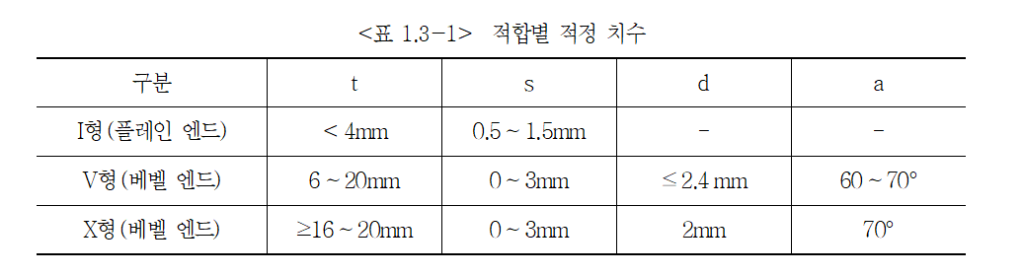
⑴ 맞대기용접접합(butt welded joint)
① 플레인 엔드(plain end) 접합
관 끝을 관축에 대하여 직각으로 절단한 것으로서, 관두께가 얇아 용접으로 충분한 용상(溶相)을 얻을 수 있을 때 사용하는 방법이다.
② 베벨 엔드(bevel end) 접합
관 끝을 플레인 엔드로 접합하여 충분한 용상을 얻지 못할 때 관 끝을 사각으로 절단하여 용상이 충분하도록 하는 방법이다. 이때에 형상은 관경과 두께에 따라 V형 홈과 X형 홈으로 구분된다.
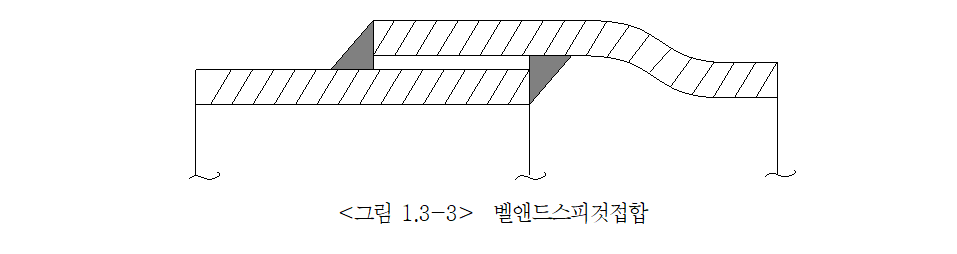
⑵ 겹치기 용접접합(lap welded joint)
관의 한쪽 끝을 수구(bell end)로 형성하고 현장에서 접합할 때는 수구와 삽구(spigot end)을 연결 조립한 다음 관 내·외면을 접합하는 방법으로서, 대구경관의 접합에 적합하다.
벨앤드스피것접합(bell and spigot joint)이라고도 한다.
1.4 제출물
1.4.1 도복장강관의 용접접합
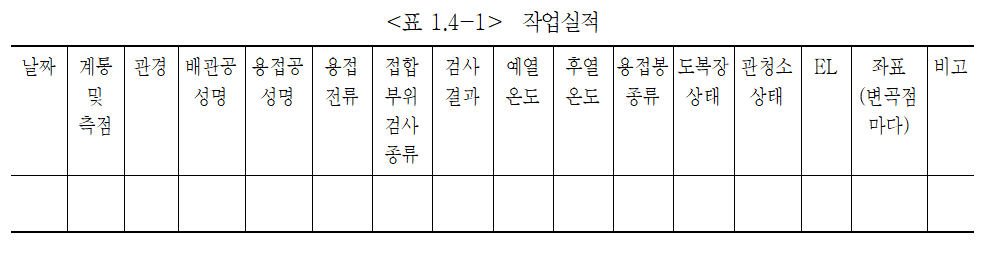
⑴ 작업실적서
시공자는 매일 다음 <표 1.4-1>을 참조하여 작업실적을 정확히 기재하여 공사감독자(건설 사업관리기술자)에게 제출하여야 한다.
⑵ 시험 및 검사계획서
⑶ 시험결과서
⑷ 안전대책서류
시공자는 용접작업 시행시 다음과 같은 사항에 대해 충분한 대책을 수립하여 제출하여야 한다.
① 감전
② 아크 광선
③ 스패터링과 슬래그의 비산
④ 중독성 가스
⑤ 폭발성 가스
⑥ 화재
1.4.2 배관의 용접검사
(1) 탐상시험 결과
초음파 탐상시험을 한 결과를 기록하여 공사감독자(건설사업관리자)에게 제출하여야 한다.
① 시공업자명
② 공사명칭
③ 시험번호 또는 기호
④ 시험년월일
⑤ 검사기술자명, 자격자명
⑥ 모재의 재질 및 두께
⑦ 용접방법 및 그루브(홈) 형상(덧살의 형상, 뒷면에서 나온 밀도를 포함한다)
⑧ 탐상기의 명칭
⑨ 탐촉기의 시방 및 성능
⑩ 사용한 표준시험편 또는 대비시험편
⑪ 탐상부분의 상태 및 손질방법
⑫ 탐상범위
⑬ 접촉매질
⑭ 탐상감도
⑮ 최대에코의 높이
⑯ 결함지시의 길이
⑰ 결함위치(용접선 방향의 위치, 탐촉기-용접부 거리, 빔(beam)이동 방향)
⑱ 결함의 평가점
⑲ 적합 여부와 그 기준
⑳ 기타 사항(입회, 발췌방법)
(2) 외관검사 및 보고서
①검사완료시 외관검사보고서를 작성하여 제출하여야 한다.
1.5 공정계획 및 관리
1.5.1 덕타일주철관의 접합
1.5.1.1 접합용 윤활제
⑴ 윤활제는 공사감독자(건설사업관리자)가 지정하는 것을 사용함을 원칙으로 하고 고무 링에 나쁜 영향을 미치거나 위생상 유해한 성분을 함유한 것, 중성세제나 그리스 등의 유 류를 사용해서는 안된다.
⑵ 윤활제가 고무링을 침식하는 경우, 접합된 관이 이탈할 우려가 있다. 또 위생상 유해한 성분이나 세제, 그리스 등이 수돗물에 용출되는 경우, 인체에 해로우므로 윤활제의 선택 에는 신중을 기해야 한다.
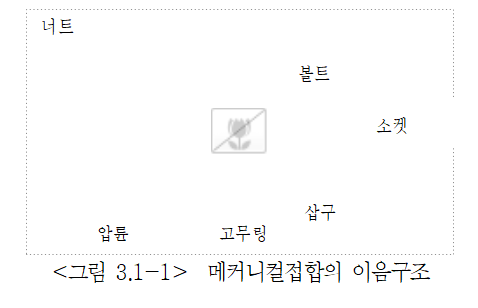
1.5.1.2 메커니컬 접합
⑴ 공사착수 전에 시공계획을 상세하게 작성하여 공사감독자(건설사업관리자)에게 보 고하여야 한다.
⑵ 메카니컬조인트의 접합은 간단하지만 정확하고 신중하게 시공하여야 한다.
1.5.1.3 KP메커니컬 접합
⑴ 시공자는 공사착수 전에 시공계획을 상세하게 작성하여 공사감독자(건설사업관리기술 자)에게 보고하여야 한다.
1.5.1.4 타이튼 접합
⑴ 타이튼접합은 필요한 부속품이 고무링뿐이므로 접합과정이 간단, 신속하고 접합부의 신 축성이 크다.
⑵ 기밀을 유지하기 위하여 수구와 삽구 사이의 고무링을 정교하게 시공하여야 한다.
⑶ 조인트부의 굴곡각도는 2~5°까지 구부릴 수 있다.
1.5.2 도복장강관의 용접접합
1.5.2.1 공통사항
⑴ 공사를 착수하기 전에 상세한 사항에 대하여 공사감독자(건설사업관리자)에게 보고 하여야 한다.
⑵ 용접작업을 하기 전에 용접사의 경력서와 사진 및 자격증명서를 공사감독자(건설사업관 리기술자)에게 제출하여야 한다.
⑶ 용접접합공사를 시작하기 전에 용접순서, 용접기, 용접봉 등의 상세한 사항에 대하여 공 사감독자(건설사업관리자)에게 보고하고 지시를 받아야 한다.
1.5.2.2 용접사 자격
⑴ 용접사
① KS B 0885(수동용접기술검정에 있어서의 시험방법 및 그 판정기준)에 정해진 시험종류중 그 작업에 해당하는 시험에 합격한 자로서 정부기관에서 발행한 전기용접기능사 자격증 소지자를 원칙으로 한다.
⑵ 용접사 현장시험
① 시공자가 선정한 용접기능사 중 자격증을 소지하지 않은 자에 대해서는 공사감독자(건설사업관리자)의 입회하에 용접시험을 실시하여 적정하다고 판정된 기능자에 대해서만 해당공사 현장에 종사케 할 수 있으며 준공시까지 신상을 관리해야 한다.
② 용접기능자에 대한 현장 용접시험 실시단계 및 판정기준은 KS B 0885에 따르며 공사감독자(건설사업관리자)의 승인을 받아서 정한다.
1.5.2.3 배관의 용접검사
(1) 시험 및 검사방법
① 공사착수 전에 행하는 검사
가. 자재의 확인검사
② 용접작업 전에 행하는 검사
가. 챔퍼(chamfer)검사
나. 베벨(bevel)검사
다. 가용접(tack welding)검사
라. 예열검사
마. 용접봉검사
③ 용접작업 중에 행하는 검사
가. 용접조건 검사
나. 층간온도 검사
④ 용접작업 후에 수행하는 검사
가. 용착상태 검측 : 용착상태의 검측은 공사감독자(건설사업관리자)의 지시에 따라마이크로미터 또는 버니어캘리퍼스를 사용하여 검측한다.
나. 접합상태 시험 : 공사감독자(건설사업관리자)의 지시에 따라 임의의 장소에서 시 험편을 채취하여 용착금속 적정성형 여부를 확인하고 인장강도시험을 할 수 있다.
다. 방사선투과검사
(가) 일반사항
㉮ 투과촬영은 공사감독자(건설사업관리자)가 필요하다고 인정되는 장소에 대하여 장소당 2매를 촬영한다.
㉯ 촬영위치는 용접선이 교차되는 곳을 원칙으로 하며 공사감독자(건설사업관리자)가 위치를 지정할 경우에는 그에 따른다.
㉰ 필름 1매의 길이는 250mm 이상이어야 하며, 투과사진은 음화상태에서 검사받아야 한다.
㉱ 소구경관으로서 사람이 들어갈 수 없는 경우에는 KS B 0888(배관용접부의 비파괴검사방법)에 규정한 이중벽 편면촬영방법에 따른다.
㉲ 투과사진(음화)은 검사완료 후, 촬영장소를 명시하고 일괄 정리하여 공사감독자(건설사업관리자)에게 제출하여야 한다.
(나) 방사선투과시험의 판정기준 : 용접부 결함은 KS B 0845에 따라 판정하고 제1종 결 함 및 제2종 결함의 3급 이상을 합격으로 한다.
라. 초음파탐상검사
(가) 일반사항
㉮ 검사위치는 원칙적으로 1구에 대하여 2개소로 그 위치는 공사감독자(건설사업관리자)가 지시한다. 이때 1개소의 검사길이는 30cm를 표준으로 한다. 단, 공사감독자(건설사업관리자)가 필요하다고 인정할 때에는 검사개소 및 검사길이를 증가시킬 수 있다.
㉯ 검사작업에 앞서 검사방법, 공정, 보고서의 작성양식에 대하여 공사감독자(건설사업관리자)의 승인을 받은 다음 작업을 시작한다.
(나) 초음파탐상시험의 판정기준
㉮ 현장용접이음부의 초음파탐상시험은 KS B 0817(금속재료의 펄스반사법에 따른 초음파탐상시험방법 통칙) KS B 0888 및 KS B 0896 및 KS D 0252에 따른다.
㉯ 결함의 평가는 모재의 두께에 따라 <표 1.5-1>의 A, B, C값으로 구분되는 결함지시 길이와 최대 에코(echo) 높이의 영역에 따라 <표 1.5-2>에 의하여 평가한다. 단, 다음 사항을 고려하여 평가한다.
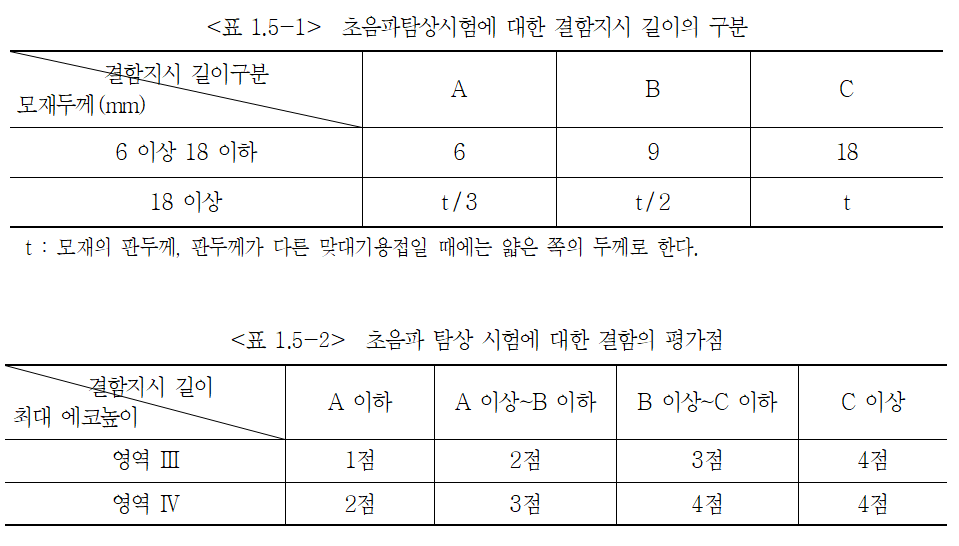
․ · 동일한 깊이에 존재한다고 간주되는 2개 이상의 결함 간격의 길이가 어떤 결함지시 길이 이하인 경우에는 이들 2개 이상의 결함지시 길이를 합한 간격의 길이를 합한 것을 결함지시 길이로 한다.
․· 위와 같은 방법으로 얻은 결함지시 길이 및 1개의 결함지시 길이는 2방향 이상에서 탐상하고, 서로 다른 값을 얻은 경우에는 이 중에서 큰 쪽의 값을 결함지시 길이로 한다.
㉰ 결함 평가기준 : 앞 항 두번째에 정한 결함의 평가점에 따라 3점 이하이고 결함이 가장 조밀한 용접부의 길이 30cm 당 평가점의 합계가 5점 이하인 것을 합격으로 한다.
마. 용접부 산소압축시험
(가) 관 내․외면의 용접이 끝나면 용접부위가 완전히 해열된 후 부착된 오물을 깨끗이제거하고 용접장소 시험공에 압력계를 부착시킨다.
(나) 압력계를 부착시킨 후 고압가스 압축가스통의 코크를 서서히 열어 압력계의 지침이1.5MPa(15.3kgf/cm2)에 도달되도록 한다.
(다) 압력을 1.5MPa(15.3kgf/cm2)로 유지한 상태에서 1시간 동안 누기현상을 관측하고, 누기지점은 용착물을 완전히 제거한 후 재용접하고 시험을 반복한다.
(라) 기밀시험이 끝나면 부착된 압력계를 제거하고 용접개소 시험공은 용접 처리한다.
(마) 현장여건상 부득이 정해진 기밀시험 시간을 유지할 수 없는 경우에는 반드시 공사 감독자(건설사업관리자)의 지시에 따라 조치하고, 기밀시험을 합격한 부분에 대하여 1.5MPa(15.3kgf/cm2)를 유지한 상태에서 기록사진을 촬영한 후 공사감독자 (건설사업관리자)의 지시에 따라 도복 처리한다.
(1) 외관 검사
① 일반사항
가. 외관검사를 시행하는 검사자는 용접검사에 풍부한 경험과 지정한 교육을 받은 자로서,공사감독자(건설사업관리자)의 승인을 득한 자로 한다.
나. 외관검사는 다음과 같은 기기를 사용하여 시행한다.
(가) 스케일(scale)
(나) 용접게이지
(다) 거울
(라) 확대경
(마) 표면온도계
다. 외관검사 실시 전 검사자는 배관공사 시방서, 용접절차 사양서 및 도면을 숙지하고 검사를 한다.
라. 직접검사상태
(가) 언더컷(under cut)
㉮ 깊이가 0.5mm 미만이면 무시하여도 좋다.
㉯ 깊이가 0.5mm 이상 1mm 미만인 언더컷의 길이가 모재두께 이상 되어서는 안된다.
㉰ 깊이가 1mm 이상인 언더컷이 있어서는 안 된다.
(나) 오버랩(over lap) : 오버랩은 허용되지 않는다.
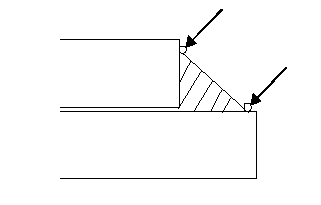
(다) 필릿용접부의 각장 및 목두께 : 용접길이의 5% 이하 범위에서 각장 -1.0mm, 목두께 -0.5mm까지는 허용된다.
(라) 용접비드의 불균형 : 용접비드가 고르지 않고 도복장작업에 영향을 미칠 정도로 불량해서는 안 된다.
(마) 아크스트라이크(arc strike)
㉮ 모재표면에 부주의로 인한 용접아크를 발생시켜 아크발생 흔적이 있는 상태로 순간
열 집중 및 각에 의한 크랙 조직변화 등 악영향이 있으므로 그라인더로 갈아서
제거토록 한다.
㉯ 모재표면에 아크 스트라이크가 없어야 한다.
(바) 크랙(crack)
㉮ 크랙이 있어서는 안 된다.
㉯ 용접부 내부와 표면이 갈라진 상태로 육안으로 보이지 않는 헤어크랙 등이 있으므로 용접 후 검사보다 용접 전, 용접 중에 시공관리를 철저히 하여야 한다.
(사) 슬래그(slag), 스패터(spatter)
㉮ 용착금속과 모재의 경계, 용착금속 표면에 덮인 용접슬래그 및 스패터는 그라인더로 갈아서 없앤다.
㉯ 완전히 제거되어야 한다.
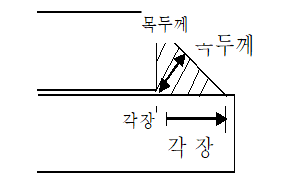
(아) 모재상단 유지 여부 : 겹치기 용접의 경우관두께 15% 이내에서 모재의 상단이 유지되어야 한다.
② 검사절차
가. 용접부위 및 주변은 검사에 지장이 없도록 페인트, 오일, 녹(rust scale) 등을 깨끗이 제거한다.
나. 검사항목순서
③ 외관검사 판정기준
가. 용접부 청소
나. 용접단 정렬
다. 용접부 개선
라. weld joint fit-up
마. 예열
바. root pass weld
사. 층간온도
아. final weld surfaces
자. 후열처리(post weld heat treatment)
차. 필릿용접
1.5.2.4 보수
(1) 용접부 검사결과 불합격된 용접부는 관 전체둘레를 촬영하고 불량개소는 세밀하게 제 거한 후, 그루브(groove) 등을 점검한 다음 재용접한 뒤 다시 검사를 받아야 한다.
1.5.3 기타관의 접합
1.5.3.1 공통사항
⑴ 기타관의 이음에 대해서는 이 시방서 “KCS 57 30 20 1. 일반사항에 따른다.
⑵ 전철과 지하철 등 궤도 인근에 관을 매설하는 경우, 고압 송배전시설이 설치된 구간 등 은 미주전류에 의한 전기부식이 발생할 우려가 있으므로 관이음쇠의 외면에 방식테이프 등을 감도록 한다.
⑶ 상수도용 동관 및 스테인리스강관 등의 경우는 배관 중 또는 시공 후 목재(특히 생나무) 의 접촉에 주의하여야 한다. 나무에서 흘러나오는 수액에 의한 부식이 발생할 수 있다.
1.5.3.2 상수도용 동관 및 피복동관의 접합
⑴ 기구와 장비 및 관이음쇠는 직접 땅위에 놓거나 던지지 말아야 한다.
⑵ 이음완료 후 되메우기하기 전에 이음부의 상태를 재확인한다.
⑶ 동관 및 피복동관의 용접접합은 모세관 현상을 이용한 겹침용접에 의한 경납용접(brazing)방법으로 한다.
1.5.3.3 상수도용 스테인리스강관의 접합
⑴ 상수도용 스테인리스강관의 접합은 압착식 접합, 신축가동식 접합 또는 상수도용 스테 인리스강관의 끝단부위 확관에 의한 확관식 접합(이하 “확관식 접합”), 롤-푸쉬 접합(SU-조인트)에 의해 시공한다.
⑵ 관의 절단으로 인한 관외면의 덧살을 제거하고 관이음쇠를 삽입할 때는 고무링이 상하 지 않도록 삽입하여 압착한다.
⑶ 이음쇠의 나사부를 접합할 때 관 표면의 손상을 피하기 위하여 파이프렌치보다 스패너 를 사용하도록 한다.
⑷ 배관이 구부러졌을 때에는 관이음쇠 부분에 무리가 가지 않도록 직관 부분을 수정하여야 한다.
⑸ 관을 부설할 때 표면에 발생한 심한 상처 또는 토질에 의하여 관이 부식될 수 있으므로 타르에폭시계 방식도료 또는 방식테이프 또는 액상에폭시수지도료 등을 사용하여 부식 방지 조치를 하도록 한다.
⑹ 한냉지나 옥외배관인 경우 동결로 인하여 동파가 생길 수 있으므로 충분한 보온조치를 하여야 한다.
1.5.3.4 상수도용 에폭시수지 분체 내외면 코팅강관의 접합
⑴ 코팅강관을 정해진 크기로 정확히 검척하여 길이별로 가배열한 다음 필요한 소요부속품 도 동시에 준비한다.
⑵ 접합용 관 및 이음쇠, 조인트 등에는 이물질이 들어가지 않도록 잘 보관하고 조인트, 고 무링 등에 흙이나 먼지 등을 깨끗이 제거한 뒤에 사용하여야 한다.
⑶ 코팅강관을 옥외에 노출 배관할 때는 자외선, 눈, 비 등의 영향을 받지 않도록 노출부분 에는 에폭시도막 위에 내후성 우레탄수지도료 등을 첨가, 피복해 두는 것이 좋다.
1.5.3.5 상수도용 폴리에틸렌 분체 라이닝 강관의 접합
(1) 상수도용 폴리에틸렌분체 라이닝강관의 접합은 이 시방서 “KCS 57 30 20 1.5.3.4 상수 도용 에폭시수지 분체 내외면 코팅강관의 접합”에 따른다.
1.5.3.6 상수도용 경질염화비닐관의 접합
(1) 상수도용 경질염화비닐관의 접합은 TS접합, 고무링접합방법으로 접합한다.
1.5.3.7 상수도용 폴리에틸렌관의 접합
⑴ 일반사항
① 융착작업 종사자가 작업 착수 전에 융착방법, 융착순서 및 융착기 사용방법에 대하여숙지하고 있어야 한다.
② 융착작업 중 누전에 따른 감전사고와 히팅의 열에 의한 화상에 주의하여야 한다.
③ 우천 및 혹한기에는 융착작업을 피하고 상황에 따라서는 방호막 등을 설치한 후, 작업하도록 한다.
⑵ 융착접합방법
① 바트융착이음 : 바트융착은 관의 단면과 단면을 접합하는 방법이며, 50mm 이상의 직관과 400mm 이상의 이음관에 사용한다.
② 소켓융착이음 : 소켓이음부의 내면과 관 끝의 외면을 용융시켜 삽입하는 방법이며,75mm 이하의 이음관에 사용한다.
③ 새들방법 : 관의 외면과 새들 안장부분을 용융시켜 잇는 방법이다.
④ 조임식 이음 : KS M 3408-3 수도용 플라스틱배관계-폴리에틸렌(PE) 제3부 : 이음관의이음관 접합방법에 따른다.
⑤ 기타관의 이음 : 강관, 주철관과의 연결, 제수밸브와의 접합 및 타관으로의 분기는 정해진 방법에 따라 시행하여야 한다.
1.5.3.8 상수도용 유리섬유강화플라스틱관의 접합
(1) 유리섬유강화플라스틱관의 접합은 소켓접합 및 플랜지접합방법으로 접합한다.
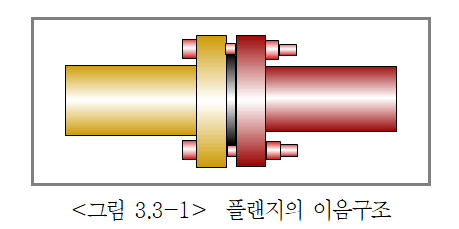
1.5.3.9 플랜지이음 접합
(1) 플랜지면 및 개스킷 홈(gasket groove)을 청소하고 이물질을 완전히 제거한다.
1.5.3.10 신축이음 및 빅토리이음의 접합
⑴ 신축이음
① 신축이음관은 관로의 온도변화에 의한 신축 및 부등침하에 의한 응력을 흡수하기 위해 설치한다.
② 시공계획을 수립할 때 가능한 한 최후의 이음위치는 기계획한 신축이음이 있는 곳이되도록 하여 신축이음 설치수량을 줄이고, 관부설작업 및 용접 열응력 소산을 용이하도 록 한다.
③ 열응력을 감소시키는 방법에는 굴착부의 관을 빛으로부터 가리는 방법, 채움재를 단열재로 사용하는 방법, 일부 접합부를 하루 중 온도가 가장 낮은 시간에 용접하는 방법또는 위의 방법의 조합 등이 있다.
④ 용접은 연속된 비드를 형성하도록 해야 한다.
⑤ 연속해서 용착부에 용접을 시행하기 전에 각 비드는 철저히 닦고 녹을 제거해야 한다.
(2) 빅토리이음
① 관단에 링을 용접하거나 홈을 가공하여 연질개스킷(고무)을 끼우고, 다시 그 위에 직경 300mm까지는 2개, 그 이상은 4~6개로 분할된 주물칼라로 체결하는 형식이다.
② 빅토리이음은 상당한 고압에 내력이 있으며, 다소의 신축 및 굽힘을 흡수하고 시공이 간 편하다.
2. 자재
2.1 덕타일주철관의 접합
(1) 주철관 및 부속자재는 KS D 4308, KS D 4311 및 KS M 6613 규격에 적합하거나 이와 동등 이상의 것이어야 한다.
(2) 부속품의 보관 및 취급
① 고무링은 직사광선이나 화기에 닿지 않도록 옥내에 보관하고 포장에서 꺼낸 후에는 가 능한 한 빨리 사용하여야 한다. 그리고 사용하지 아니한 부속품은 반드시 포장에 다시 넣어 보관하여야 한다. 이때 접거나 구부러지거나 비틀린대로 보관하여서는 안 된다.
② 볼트․너트는 땅 위에 직접 놓거나 던지지 말아야 하며 가솔린, 시너(thinner) 등으로 세척해서는 안 된다.
③ 압륜은 땅 위에 직접 닿지 않도록 받침대 위에 배열하여 보관한다.
2.2 도복장강관의 용접 접합
2.2.1 아크용접
2.2.1.1 용접기
⑴ 용접기는 직류 또는 교류를 사용하고 적정전류로 용접하여야 한다.
⑵ 용접기는 KS C 9602(교류 아크용접기)에 규정된 것이나 또는 이와 동등 이상의 성능을 가진 것을 사용하여야 하며, 만일 교류전원이 없는 현장에서는 엔진구동식이나 정류식 직류아크용접기를 사용한다.
2.2.1.2 용접봉
⑴ 용접봉은 강재의 종류, 관두께 및 종류, 자세 등에 따라 다르므로 용접봉은 KS D 3508 (피복 아크용접봉 심선재), KS D 7004(연강용 피복 아크용접봉)에 적합한 것으로 다음 중 공사감독자(건설사업관리자)의 승인을 받은 후 사용하여야 한다.
① E 4301 일루미나이트계
② E 4316 저수소계
⑵ 용접봉의 피복재는 충격에 의해 떨어지는 경우가 많으므로 운반에 주의하여야 한다. 특히 저수소계 용접봉은 선단도 피복재로 덮여 있으므로 주의하여 취급하지 않으면 안 된다.
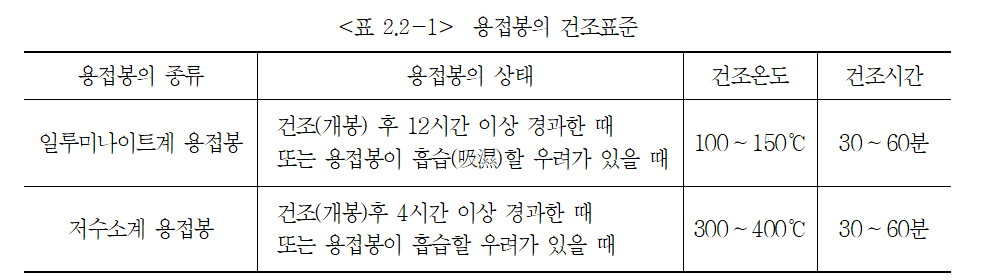
⑶ 용접봉은 피복재가 습기를 흡수하면 용접작업이 곤란해질 뿐 아니라 용착금속 중에 수 소함량이 많아져 블로홀, 피트(pit), 크랙 등 용접결함이 발생하기 쉬우므로 충분히 건조 된 용접봉을 사용하여야 한다. 용접봉의 건조표준은 <표 2.2-1>와 같다.
⑷ 용접봉 홀더(holder)는 KS C 9607(용접봉 홀더)에 규정된 것을 사용하여야 한다. 홀더가 불량한 경우에는 감전의 원인이 되고 또 용접봉과의 접촉불량으로 인해 홀더가 과열된다.
⑸ 용접용 케이블은 KS C IE C60245-6에 규정된 것을 사용하여야 한다. 용접기에서 작업자 까지의 전류크기를 감안하여 가능한 한 짧게 한다. 케이블이 길어지면 임피던스(impedance)의 강하가 커지고, 아크전압이 저하되어 양호한 용접을 할 수 없게 된다.
⑹ 용접봉은 사용 전까지는 원래의 포장상태로 제작사의 취급지침에 따라 보관되어야 하며, 특히 포장이 개봉된 용접봉은 건조 상태를 유지하고 피복제의 손상이 없어야 한다.
⑺ 건조된 용접봉은 피복제가 손상되지 않도록 주의하고, 3~4시간 사용할 양만 휴대용 건 조기에 넣어 사용하여야 하며, 용접봉이 흡습하면 수시로 건조로에 넣어 건조가 잘 된 것과 바꾸어 사용하여야 한다.
⑻ 봉이나 용제가 손상된 용접봉을 사용해서는 안 된다.
⑼ 용접검사에 있어서 시공자는 배관용접 검사시방서를 제시하여야 한다.
2.2.2 탄산가스 아크 반자동 용접
⑴ 탄산가스아크 용접에 사용하는 용접봉은 KS D 7025(연강 및 고장력강 마그용 용접용 솔리드 와이어) 의 규정에 따라야 한다.
⑵ 용접봉은 항상 건조한 상태로 보관하고 물방울, 녹, 기름, 먼지, 기타 유해물질이 부착되 지 않도록 관리하여야 한다.
⑶ 용접에 사용하는 이산화탄소는 KS I 2107(액화 이산화탄소)의 2호 또는 3호를 사용하여야 한다. 아르곤 또는 산소를 병용하는 경우에는 KS M 1122(아르곤 가스) 또는 KS M 1101(산소)을 사용한다. 또, 기타 가스를 사용하는 경우에는 미리 공사감독자(건설사업관리자)에게 보고하여야 한다.
2.2.3 현장 자동용접
2.2.3.1 용접봉
⑴ 용접봉은 KS D 7104(고장력강용 용접봉) 규정에 적합한 것이거나 이와 동등 이상의 성 능을 지닌 용접봉으로서 공사감독자(건설사업관리자)의 승인을 받은 것이어야 한다.
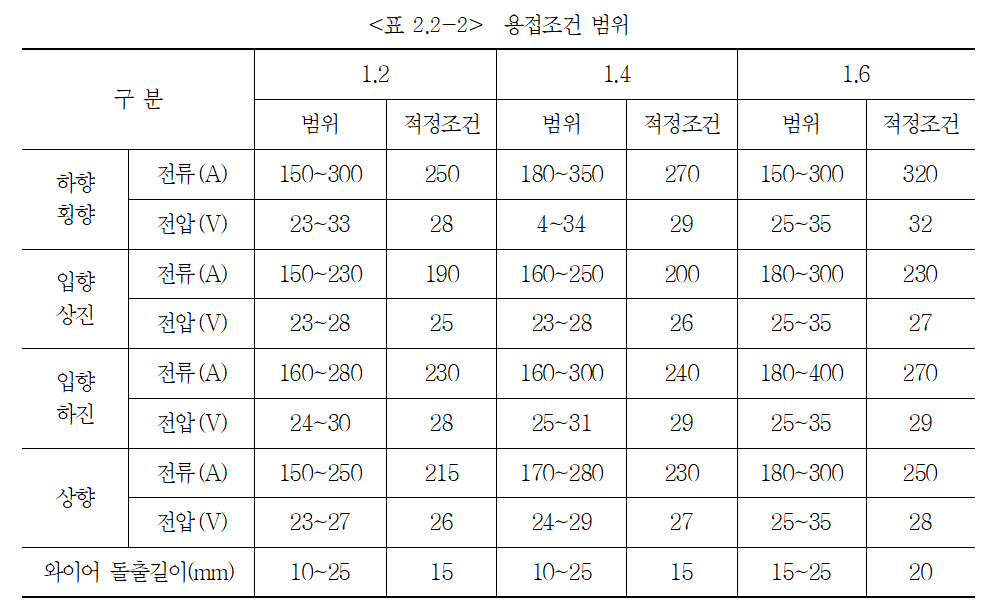
⑵ 용접봉 직경 및 용접전류는 관두께, 용접층수(pass), 용접자세 등을 고려하여 선정되어야 한다.
⑶ 용접자세 및 조건에 따른 용접조건 범위는 <표 2.2-2>과 같다.
2.2.3.2 강관 자동정형장치
(1) 강관 자동정형장치는 강관의 양단을 고정한 후, 방사상으로 유압에 의한 정형 실린더를 이용, 자동으로 진원도를 조정 및 유지한다.
2.2.3.3 자동용접장치
⑴ 외부자동용접장치와 내부자동용접로봇을 이용하여 내․외부용접을 시행한다.
⑵ 용접에 사용하는 이산화탄소는 이 시방서 “KCS 30 20 2.2.24 탄산가스아크 반자동용접” 에 따른다.
2.3 기타관의 접합
2.3.1 상수도용 동관 및 피복동관의 접합
2.3.1.1 용접접합재료
⑴ 전용의 가열토치(용접기) 사용을 원칙으로 하며, 경우에 따라서는 산소-아세틸렌 용접 기의 사용도 가능하다.
⑵ 용접봉 및 플럭스(flux)는 공사감독자(건설사업관리자)의 사용승인을 받은 제품을 사 용하여야 한다.
2.3.1.2 나팔관식 접합재료
(1) 나팔관식 접합에 사용하는 이음쇠는 KS B 1545(구리 및 구리합금 플래어 관이음쇠) 또 는 KWWA D 106(수도용 동관이음쇠)에 맞는 재질과 기능을 가진 제품을 사용하여야한다.
2.3.1.3 플랜지 접합재료
⑴ 동관용 동합금제(청동제 또는 황동제) 플랜지를 사용한다.
⑵ 패킹은 각기 수질, 수압 및 온도 등에 적합한 내구성이 있는 것을 사용하여야 한다.
2.3.2 상수도용 스테인리스강관의 접합
2.3.2.1 압착식 접합도구
(1) 상수도용 스테인리스강관의 전용 압착공구를 사용한다.
2.3.2.2 확관식 접합도구
(1) 상수도용 확관식 스테인리스강관의 전용 확관공구를 사용한다.
2.3.2.3 신축가동식 접합도구
⑴ 파이프렌치 등의 일반공구를 사용한다.
2.3.2.4 신롤–푸쉬 접합도구
⑴ 파이프렌치 등의 일반공구를 사용한다.
2.3.3 상수도용 에폭시수지 분체 내외면 코팅강관의 접합
(1) 충전제 또는 방식용 도료 등은 수질에 나쁜 영향을 주지 않는 것을 선정, 사용하여야 한다.
2.3.4 상수도용 경질염화비닐관의 접합
⑴ 접착제의 품질 및 취급
① 접착제는 KS M 3409(수도용 경질 염화비닐관용 접착제)에 규정된 것을 사용하여야 한다.
② 접착제는 가연물질이므로 화기가 있는 장소에 보관하거나 취급하여서는 안된다.
③ 사용한 후에는 밀봉하여 냉암소에 보관하여야 한다. 또 보관할 때에는「소방기본법」등 관계법령에 적합하도록 저장량 등에 주의하여야 한다.
④ 접착제가 오래되어 젤라틴 상태로 된 것은 사용하지 말아야 한다.
2.3.5 상수도용 유리섬유강화플라스틱관의 접합
⑴ 접합용 윤활제는 이 시방서 “KCS 57 30 20 1.5.1.2 접합용 윤활제”에 따른다.
⑵ 볼트․너트는 땅 위에 직접 놓거나 던지지 말아야 하며 가솔린, 시너 등으로 세척해서는안된다.
⑶ 고무링은 시공 전에 평활하게 하도록 하며 이물질이 묻어 누수가 되지 않도록 세척하여야한다.
⑷ 고무링은 각기 수질, 수압 및 온도 등에 적합한 내구성이 있는 것을 사용하여야 한다.
2.3.6 플랜지이음의 접합
⑴ 동관용 동합금제(청동제 또는 황동제) 플랜지를 사용한다.
⑵ 패킹은 각기 수질, 수압 및 온도 등에 적합한 내구성이 있는 것을 사용하여야 한다.
2.3.7 신축이음 및 빅토리이음의 접합
2.3.7.1 신축이음관의 종류
⑴ 신축이음의 종류는 그 형식에 따라 다음과 같다.
① 접동형-드레셔, 텔레스코픽, 클로져, 플랜지 어댑터 등
② 파형-스테인리스 벨로우즈, 스틸벨로우즈, 고무벨로우즈
③ 고무형, 빅토리형 등
2.3.7.2 빅토리이음관의 종류
⑴ 숄더형식과 글루브형식이 있다.
2.3.7.3 취급, 운반, 보관
⑴ 공장으로부터 현장에 반입된 신축이음관은 운반 중에 손상이 발생하지 않았는지 검사하여야 한다.
⑵ 현장에서 신축이음관을 보관하는 경우는 지면에 직접 보관하는 것을 피하고 각목 등의 받침 위에 보관하고 신축관 위에는 중량물을 두지 않아야 한다.
⑶ 신축이음관을 소정의 위치에 취부하기 위하여 들어올리는 작업은 먼저 신축이음관의 중량을 확인하여 적당한 권양기를 설치하고, 매달아 올리거나 내릴 때에 세트볼트나 시핑앵글 등에 와이어로프를 거치거나 본체에 손상이 일어나지 않도록 주의하여야 한다.
3. 시공
3.1 덕타일주철관의 접합
3.1.1 공통사항
3.1.1.1 작업준비
⑴ 덕타일주철관의 접합은 공사착수 전에 상세한 사항을 공사감독자(건설사업관리자)에 게 보고하여야 한다.
⑵ 이음접합에 종사하는 배관기능자는 사용하는 관의 재질, 구조 및 접합요령 등을 숙지함 과 동시에 풍부한 경험을 가진 사람이어야 한다.
⑶ 관을 접합하기 전에 이음부속품 및 필요한 기구와 공구를 점검하고 확인하여야 한다.
⑷ 관을 접합하기 전에 접합방법, 접합순서, 사용재료 등의 사항에 대하여 공사감독자(건설 사업관리기술자)에게 보고하고 지시를 받아야 한다.
3.1.1.2 덕타일주철관의 접합
⑴ 관을 접합하기 전에 삽입구의 바깥면, 소켓의 내면, 압륜 및 고무링 등에 묻어있는 기름, 모래, 기타 불순물을 완전히 제거하여야 한다.
⑵ 관 접합완료 후 되메우기를 하기 전에 이음 등의 상태를 재확인하고 접합부 및 관체 외 면의 도료가 손상된 곳은 방청도료를 도포하여야 한다.
3.1.2 접합용 윤활제
(1) 관 삽입구에 접촉하게 되는 고무링내면에는 윤활제를 얇게 도포한다.
(2) 관 삽입구에는 이물질이 붙어있지 않도록 깨끗이 청소하여야 한다.
3.1.3 메커니컬 접합
⑴ 관의 삽입구 끝 외면의 청소는 끝부분으로부터 40cm 정도까지 한다.
⑵ 압륜의 방향을 확인한 다음 삽입구에 넣고, 삽입구와 고무링에 윤활제를 충분히 발라서 고무링을 삽입구에 끼운다.
⑶ 삽입구 외면 및 소켓 내면에 윤활제를 충분히 바르고, 고무링의 표면에도 윤활제를 바른 다음 소켓에 삽입구를 삽입하고 관체와의 간격이 3~5mm가 되도록 설치한다.
⑷ 소켓 내면과 삽입구 외면과의 간격을 상․하, 좌․우로 균등하게 유지하면서 고무링을소켓 내의 정해진 위치에 삽입한다. 이때 고무링의 앞 끝을 예리한 것으로 두드리거나 밀어넣어 손상되지 않도록 주의한다.
⑸ 압륜의 끝면에 표시되어 있는 지름 및 제작년도 표시를 관과 함께 위쪽으로 오도록 한다.
⑹ 볼트․너트의 청소를 확인한 다음 볼트를 모든 구멍에 끼우고 너트를 가볍게 조인 뒤 모든 볼트․너트가 들어가 있는가를 확인한다.
⑺ 볼트의 조임은 한쪽으로만 죄어지지 않도록 상하의 너트, 다음에 양쪽 옆의 너트, 다음에대각 너트의 순으로 각각 조금씩 조이고 압륜과 소켓 끝의 간격이 관체 둘레 모두에 동일하게 되도록 한다. 이러한 조작을 반복해서 하고, 끝으로 토크렌치로 같은 토크가 될 때까이지 조인다.
3.1.4 KP메커니컬 접합
⑴ 터파기의 검사를 마친 후 관에 충격이 가지 않도록 주의 깊게 내린다.
⑵ 삽구(spigot) 끝에서 약 400mm 정도 외면과 소켓 내면을 깨끗이 청소한다.
⑶ 압륜의 전·후, 내․외면 볼트구멍을 깨끗이 청소하고 압륜의 양 끝면을 앞으로 하여 끼 우고 가볍게 돌리면서 삽구에 압륜을 넣는다.
⑷ 고무링은 전면에 윤활제를 발라서 삽구에 끼우고 삽구 끝면에서 150mm 내․외 위치에 둔다.
⑸ 관 삽구를 소켓 내에 삽입한다. 이때 관의 신축 및 요성들을 고려하여 삽구 끝면에 소켓저부와의 사이에 수mm의 간격을 둔다.
⑹ 삽구 외면과 소켓 내면과의 간격이 상․하, 좌․우가 균등히 되도록 한 후 고무링을 소정위치에 꼬이지 않도록 주의 깊게 삽입한다.
⑺ 압륜을 세트하고, 소켓볼트를 관상부측에서 소켓 턱에 바로 걸고 머리 양측 날개로 인하여 좌우로 움직이지 않으므로 하부측으로 서서히 돌리면서 전부 끼운다.
⑻ 관의 위치를 정착시키고 압륜과 삽구 외면 사이에 쐐기를 넣어 그 간격이 균등하도록 유의하여야 한다.
⑼ 스패너 또는 토크렌치로 너트를 상·하, 좌·우로, 그리고 대각선으로 채우고 조금씩 균형있게 수차례에 걸쳐 조이도록 한다.
⑽ 너트가 단단히 조여졌는지 다시 순차적으로 확인한다.
⑾ KP메커니컬접합에서 볼트의 조임은 한쪽으로만 죄어지지 않도록 상하의 너트, 다음에 양쪽 옆의 너트, 다음에 대각너트의 순으로 각각 조금씩 조이고 압륜과 소켓 끝의 간격이 관체 둘레 모두에 동일하게 되도록 한다. 이러한 조작을 반복해서 실행하고, 끝으로 토크렌치로 같은 토크가 될 때까지 조인다.
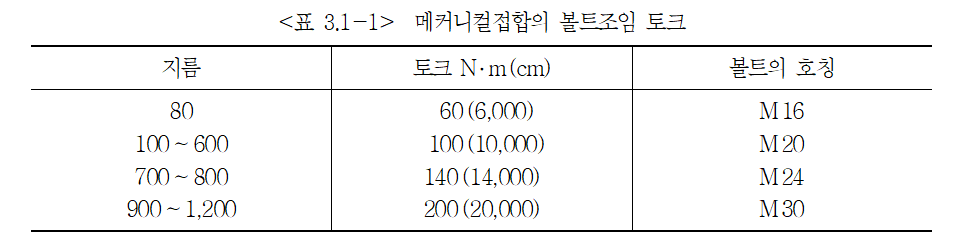
⑿ KP메커니컬접합의 볼트조임 토크는 <표 3.1-2>에 따른다.
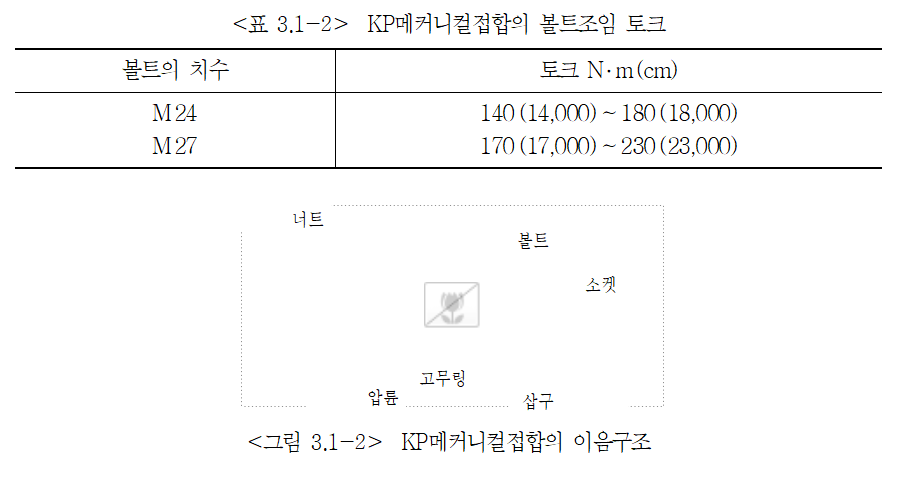
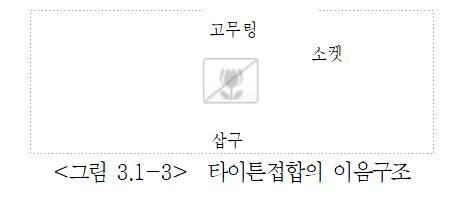
3.1.5 타이튼 접합
⑴ 소켓내부와 고무링, 삽구의 끝부분은 깨끗하게 유지하여야 한다.
⑵ 고무링의 설치는 힐(hill)부를 앞으로 하고 고무링의 홈이 소켓 내면의 돌기부에 완전히 끼워지도록 정확하게 꽂는다. 영하기온에서 부설할 때에는 부설 전 고무링을 따뜻한 곳 에 놓아두든가 또는 더운 물통에 담그는 등의 방법으로 섭씨 4~5도 이상으로 자체온도를 유지하도록 하여야 하며, 고무링을 더운 물에 놓아두었을 경우에는 삽입 전 수분을 완전 히 제거하여야 한다.
⑶ 삽입구의 앞 끝에서부터 흰선까지의 부분 및 삽입구 접촉부분에는 윤활제를 빈틈없이 바 른다. 또한 윤활제는 이 시방서 “KCS 57 30 20 1.5.1.2 접합용 윤활제”에 적합한 전용윤 활제를 사용하고 그리스 등의 유류는 절대로 사용하여서는 안 된다.
⑷ 접합할 때에는 관경에 따라 지렛대, 잭, 레버블록(lever block) 등과 같은 접합기구를 사 용하여야 한다.
⑸ 절관한 경우 또는 다른 형식의 삽입구와 T형 소켓을 접합할 때는 반드시 그라인더나 가공기로 직관과 동일한 정도의 모따기 가공을 함과 동시에 고무링을 손상시키지 않도록 줄 등으로 둥글게 하여야 한다. 그리고 가공부분을 도장한 다음 정해진 위치에 흰선을 기입하여야 한다.
⑹ 관을 삽입한 후 삽입구가 규정대로 들어가 있는지, 고무링이 정상상태인지를 확인하여야한다.
3.2 도복장강관의 용접접합
3.2.1 공통사항
⑴ 용접작업 전에 용접할 표면에 스케일, 슬래그, 두터운 녹, 그리스, 페인트, 시멘트, 기타 이물질 등을 제거해야 한다.
⑵ 접합면은 매끄럽고 균일해야 하며, 용접에 악영향을 주는 결함이 없어야 한다.
⑶ 용접을 할 때는 화재, 누전 등에 대비하여 사전에 충분한 방지대책을 강구하여야 한다.
⑷ 용접작업 시작으로부터 도복장작업을 완료할 때까지 접합부분이 침수되지 않도록 하여야한다.
⑸ 용접작업 중에는 관내도장면이 손상되지 않도록 충분한 보호조치를 하고 작업자의 보행도 주의시킨다.
⑹ 용접작업 중에 용접연기에 대비하여 적절한 환기준비를 하는 등 대책을 강구하여야 한다.
3.2.2 용접사 자격
⑴ KSC 57 30 20 1.5.2.2 용접사 자격에 따른다
⑵ 용접시는 반드시 건설사업관리측의 용접관리자가 현장에 파견되어 입회하여야 한다. 용접관리자는 용접 전반에 관하여 충분한 경험을 가진 자이어야 한다.
3.2.3 아크용접
3.2.3.1 베벨(bevel) 가공
⑴ 중요한 관의 양단은 대부분 단면 가공되어 있다. 가공되지 않은 관은 여러 가지 모양의 연마, 숫돌 및 단부절단기(edge cutting machine) 등으로 지시된 모양으로 가공하고, 표면의 불순물을 제거하여야 한다.
⑵ 단면으로 가공된 관을 현장에 맞추어 재조정하여야 하고 적절한 공구로 불순물을 제거 하여야 한다.
⑶ 강관이나 형강의 용접단은 선반, 연삭기 또는 수공구로 도면에 지시된 허용오차(tolerance) 및 형태(form)로 단부마무리(edge preparation)를 하여야 한다. 단, 가공 후 휨(bending), 접힘(folding) 등 소성 가공할 경우, 이에 대한 변형을 충분히 고려하여 시 공한다.
⑷ 파이프의 절단과 가공은 파이프의 세로축에 수직으로 가공되어야 하며 편향되지 않도록 유의하여야 한다.
⑸ 현장파이프 절단 및 연결작업시 발생하는 단관의 끝단은 정확히 베벨링(beveling)하여면판을 이용하여 요철부가 없도록 한다.
3.2.3.2 배관의 정렬
⑴ 배관의 정렬은 용접변형, 시공편의, 용접순서를 고려하여서 구경 300mm 이상은 꺾쇠(clamp)를 사용하여 가고정하고, 300mm 미만은 시공자가 용접꺾쇠(welding clamp) 또는 용접고정물(welding fixture)을 준비 사용하여 가고정하고, 도면과 대조하여 위치를 확인 한 다음 용접을 수행하여야 한다.
⑵ 꺾쇠(clamp)의 제거는 스트링거 비드(stringer bead)가 완전히 굳은 후에 실시하여야 하 며, 용접에 미치는 응력이 잔류할 가능성이 있을 때는 이를 더 연장하여야 한다.
⑶ 배관정렬시, 망치의 사용은 가급적 지양하고 불가피하게 사용할 경우에는 고무 또는 나 무망치를 사용하여 관에 손상이 없도록 하여야 한다.
⑷ 배관 정렬의 오차는 ±1° 이하이어야 한다.
⑸ 용접단의 상호 이격거리는 3±1mm를 초과하지 않아야 하며 용접단 정렬시 관의 길이방 향 용접부는 배관두께의 5배 이상 또는 50mm 중 큰 값 이상으로 떨어져야 한다.
3.2.3.3 아크용접
⑴ 용접부는 충분히 건조시키고 녹이나 기타 유해한 것은 와이어브러시 등으로 완전히 제 거한 다음 용접하여야 한다.
⑵ 용접할 때에는 관의 변형을 교정하고, 관 끝에 지나친 구속을 주지 않는 정도로 정확히 설치하여 가용접을 최소한도로 한다. 임시로 가용접한 뒤에는 즉시 본용접하는 것을 원 칙으로 하고, 임시 고정 가용접만을 선행하는 경우에는 연속 3본 이내로 그쳐야 한다. 본용접을 할 때에는 임시로 가용접한 것을 완전히 떼어낸다.
⑶ 용접작업을 시작하기 전에 용접시 발생되는 스패터의 흩어짐과 용접슬래그가 관 내부로 떨어져 도장면을 손상시키는 일이 없도록 관 내면 하단반원에 고무시트나 불연성 포대 등을 깔고 용접작업을 실시한다. 또한 화재발생에 대비하여 소화기 등도 준비함과 동시 에 용접설비에 의한 누전 등에 대해서도 점검하고 작업자의 안전에 대하여 사전대책을 강구한다.
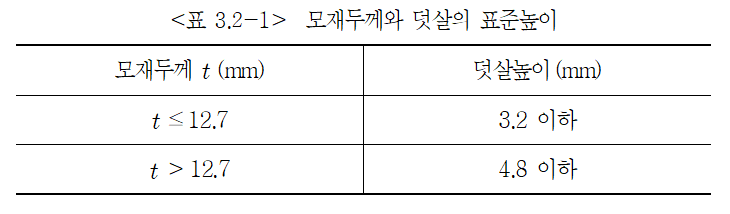
⑷ 비드(bead)의 덧살(excess metal)은 모재두께에 따라 표준높이 이하이어야 하며 그 기준 은 <표 3.2-1>과 같다.
⑸ 아크용접은 용접부의 수축응력이나 용접변형을 적게 하기 위하여 용접열의 분포가 균등 하게 되도록 용접순서에 유의하여야 한다.
⑹ 용접은 온도, 수분 등의 영향을 받는 작업이므로 기상상태에 주의하고 악조건인 경우에 는 적당한 조치를 하여야 한다. 현장용접 주위온도가 35℃ 이상 또는 -15℃ 이하이거나 관 표면에 비, 눈, 얼음이 있을 때에는 용접을 해서는 안된다. 기온이 -15℃ 이하일 경 우 용접선 양측 10cm 이내의 부분을 모재두께에 따른 적절한 온도로 예열하는 경우에도 공사감독자(건설사업관리자)의 승인을 받아 시행하여야 한다.
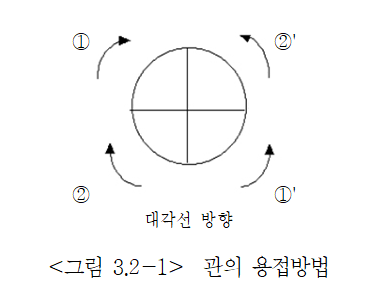
⑺ 관경 700mm 이상의 대구경 강관을 용접할 때는 용접열이 한 곳에 집중되어 관이 손상 을 받을 수 있으므로 2명 또는 4명이 동시에 서로 정반대 위치에서 대칭용접을 하여야 한다.
⑻ 관두께가 두꺼울 경우에는 다층용접을 하여야 하며, 비드두께는 대략 3mm 이하로 유지 하여야 한다.
⑼ 용접을 시작한 후, 한 층이 완료되기까지 연속해서 용접한다.
⑽ 용접은 각 층마다 슬래그, 스패터 등을 완전히 제거하고 청소한 뒤 용접한다.
⑾ 양면 맞대기용접인 경우에는 한쪽의 용접을 완료한 뒤 반대측을 측정하여 건전한 용접 층까지 따낸 다음 용접하여야 한다.
⑿ 굴곡부분에 대한 용접은 그 각도에 따라 관 끝을 절단한 뒤 관 끝을 규정된 치수로 다 듬질한 다음에 용접한다. 중간에 절단관을 사용하는 경우에도 이에 따른다.
⒀ 용접작업은 용접부재의 융합이 충분히 되도록 적절한 용접봉, 용접전류 및 용접속도를 선정하고 결함이 없도록 하여야 한다.
⒁ 기존관과의 연결 또는 중간부에 대한 연결접합은 신축관 또는 강연결링(steel joint ring) 으로 하고, 고정관으로 최후의 용접은 피해야 한다.
⒂ 용접부에는 다음과 같은 결함이 없어야 한다.
① 균열(crack)
② 용입부족, 용융불량
③ 블로홀(blow hole)
④ 슬래그 섞임(slag inclusion)
⑤ 언더컷(under cut)
⑥ 오버랩(over lap)
⑦ 용접비드의 불균형
⒃ 용접 후 급격한 냉각을 해서는 안된다. 용접부의 후열처리는 다음과 같은 효과가 있으 므로 가능하면 후열처리를 실시하는 것이 바람직하다. 후열에 대해서는 해당 공사시방서 의 규정에 따른다.
① 응력의 제거 : 용접부에 존재하는 잔류응력의 제거로 사용 중 파괴를 방지한다(통상 탄소강에서 650℃ 정도로 후열).
② 조직의 개선 : 열영향의 소입(燒入) 조직이 후열에 의하여 풀림(annealing)으로 점성이강한 조직으로 변하여 균열을 방지한다.
⒄ 강관용접은 다음 그림과 같이 시행한다. 대형관의 용접은 4등분의 대칭용접법을 사용하 는 것이 좋다.
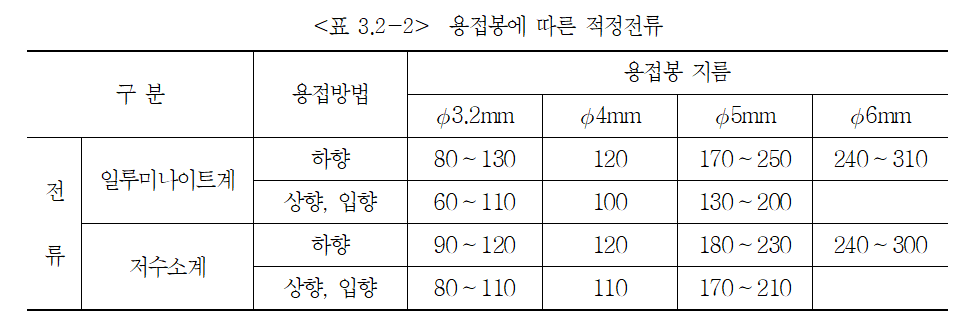
⒅ 용접시 용접봉에 따른 적정전류는 <표 3.2-2>와 같다.
3.2.4 탄산가스아크 반자동용접
(1) 용접은 원칙적으로 이 시방서 “KCS 57 30 20 3.2.3.3 아크용접”에 따르며 다음과 같이 실시한다.
① 탄산가스, 아르곤 등의 봄베(bombe)는 작업상 지장이 되지 않는 장소에 수직으로 놓아 야 하며 충격, 화기 등에 주의하여 관리하여야 한다.
② 용접기의 설치 또는 이동에는 강관 내면도장을 손상하지 않도록 한다.
③ 용접전류, 아크전압, 가스유량 등은 이들 종류의 조건에 가장 적합한 것이어야 한다.
④ 용접작업 중에는 일산화탄소, 기타 유해한 가스 및 분진이 발생하므로 작업 계속시간과 환기에 특히 주의하여야 한다.
⑤ 용접시 바람에 의한 영향을 받지 않도록 환기는 2m/sec 이하가 되도록 하고 아크부분 에 바람이 직접 닿지 않도록 방풍보호막을 설치하여야 한다.
3.2.5 현장 자동용접
3.2.5.1 강관의 정렬
(1) 이 시방서 “KCS 57 30 20 3.2.3.3 아크용접”에 따른다.
3.2.5.2 강관 자동부설
(1) 강관 자동정형장치를 이용, 강관을 자동으로 정형하여 진원을 교정 및 유지시키고 자동 정형장치에 설치된 자동견인장치에 의해 삽입 및 맞대기 부설을 하여 강관을 자동부설 한다.
3.2.5.3 강관 자동용접
⑴ 강관 자동정형장치를 이용하여 강관을 자동부설한 후, 관접합부의 고정 및 자동부설에 따른 용접부의 등간격 확보를 위하여 원주상으로 가용접을 시행한다.
⑵ 가용접은 최소길이 40mm 이상으로 하며, 관경별로 품질확보와 안전성 확보에 적정한 개소를 원주상으로 시행한다.
⑶ 가용접은 본용접과 동일한 수준으로 시공되어져야 하고 각종 용접결함이 생기지 않아야 하며 용접 후 슬래그 및 기타 용접 잔여물은 깨끗이 청소되어야 한다.
⑷ 강관 자동용접은 외부자동용접장치와 내부자동용접로봇을 이용하여 현장여건에 따라 외 부․내부용접을 동시 또는 개별로 시행한다.
⑸ 용접부는 충분히 건조시키고 녹이나 기타 유해한 것은 와이어브러시 등으로 완전히 제 거한 다음 용접하여야 한다.
⑹ 용접에 따라 스패터(spatter)가 도복장면을 상하지 않도록 적절한 보호를 하여야 한다.
⑺ 용접은 각 층마다 슬래그(slag), 스패터 등을 완전히 제거하고 청소한 뒤 용접하여야 한다.
⑻ 비나 눈 또는 매우 추울 때는 용접을 해서는 안된다. 다만, 적절한 보호설비 또는 용접 전에 적절한 예열을 하여 공사감독자(감리원)의 승인을 받은 경우에는 용접할 수 있다.
⑼ 환기가 불충분한 장소에서 용접하는 경우 적절한 환기를 해야 한다.
3.3 기타관의 접합
3.3.1 상수도용 동관 및 피복동관의 접합
3.3.1.1 용접접합
(1) 접합부 표면에 부착된 산화물 및 기름, 먼지 등 이물질을 깨끗하게 청소한 다음 용접하 여야 한다.
⑵ 전용토치로 이음면 전체에 열이 골고루 퍼지도록 가열한다. 특히 동관이 녹거나 과열되 지 않도록 한다.
⑶ 동합금관 이음쇠를 용접할 때에는 접합부에 플럭스를 균일하게 도포하여야 한다.
⑷ 피복동관의 용접시, 열영향부의 피복재를 절개하여 벗겨 젖히거나 절단한 후 용접한다. 이 때 내부의 동관이 손상되지 않도록 한다.
⑸ 용접봉을 적당히 용융시켜 이음부의 겹침부 전체에 골고루 채워지도록 한다.
⑹ 용접이 끝난 후, 용접재가 완전히 굳기 전에 움직이지 않도록 한다. 또한 동합금관 이음쇠 를 용접 직후 물로 급냉시키면 이음쇠가 갈라질 염려가 있으므로 공기 중에서 천천히 냉 각시킨다.
3.3.1.2 용접접합부의 처리
⑴ 접합부에 중량물을 떨어뜨리거나 자갈 등의 직접 접촉으로 인한 찌그러짐이 발생되지않도록 한다.
⑵ 플럭스를 사용하여 피복동관을 용접접합한 후에는 나머지 플럭스는 깨끗이 제거한다.
① 용접을 위해 벗겨 젖히거나 절단한 피복재를 원상태로 맞추고 접착테이프로 감는다.
② 관이음쇠의 접합부분은 이음쇠 커버를 사용하거나 방식테이프를 감아서 피복처리한다.
③ 접착테이프 및 방식테이프를 감을 때에는 테이프폭이 1/2 이상 겹치도록 감아나가고, 주름이 지거나 공기가 들어가지 않도록 하여야 한다.
3.3.1.3 나팔관식 접합
⑴ 절단된 관 끝부분의 덧살을 제거하고 깨끗하게 다듬질한다.
⑵ 청동제 또는 황동제 플레어너트를 관에 끼워 넣고 관 끝을 확관(擴管)시킨 후, 가공된 면과 이음쇠를 완전히 맞추고 너트를 충분히 조인다.
⑶ 접합부에 패킹을 넣거나 페인트칠을 해서는 안 되며 이물질이 혼입되지 않도록 한다.
3.3.1.4 플랜지접합
⑴ 플랜지면의 이물질을 깨끗이 제거하고 패킹을 관 안지름과 일치하도록 플랜지 사이에 정착시키고 볼트를 균등하게 조인다.
⑵ 플랜지접합부를 관과 경납용접방법으로 접합한다.
3.3.2 상수도용 스테인리스강관의 접합
3.3.2.1 압착식 관이음쇠의 접합
⑴ 관이음쇠와 관과의 접합은 전용 압착공구를 사용하여 접합한다.
⑵ 관(13~50mm)의 절단은 스테인리스강관 전용의 파이프커터 또는 스테인리스강관 전용날 을 사용함을 원칙으로 한다.
⑶ 절단면 안팎의 덧살을 제거한다.
⑷ 스테인리스링과 고무링이 장착된 소켓에 관을 삽입한다. 관이음쇠에 관을 삽입할 때에 는 관을 직진으로 삽입한다. 직진으로 삽입하지 않으면 고무링이 상하든지 탈락의 원인 이 된다. 또 삽입 후 관이 정해진 위치까지 삽입되었는지 확인한다.
⑸ 관이음쇠에 파이프를 삽입할 때에는 삽입하여야 할 길이를 파이프에 표시한 후 삽입한다.
⑹ 어댑터류는 나사부를 먼저 조인 후 압착부를 압착하여야 한다. 또 나사부를 이음할 때 에는 양질의 패킹재를 사용하여야 한다.
3.3.2.2 확관식 관이음쇠의 접합
⑴ 관(13~60mm)의 절단은 스테인리스강관 전용의 파이프커터를 사용함을 원칙으로 한다.
⑵ 확관식 접합을 위한 관의 끝단부위 확관작업시 전용 확관공구를 사용한다.
⑶ 관의 확관 후 확관검사 게이지로 반드시 확관부위를 검사한다.
⑷ 플러그와 고무패킹이 장착된 확관식 관을 이음쇠의 연결구에 삽입한다. 이때 플러그와 고무패킹의 장착순서가 정확한지 확인한 후, 관이음쇠에 확관식 관을 직진으로 삽입한다.
⑸ 손으로 플러그를 회전하여 최대한 조인 후, 파이프렌치를 사용하여 견고하게 조인다. 이 때 관이음쇠를 회전하면 고무패킹에 손상을 초래할 수 있으므로 반드시 플러그를 회전 하여 체결작업을 한다.
3.3.2.3 슬립인조인트(신축가동식) 이음쇠의 접합
⑴ 관의 절단은 스테인리스강관 전용의 파이프커터를 사용함을 원칙으로 한다.
⑵ 절단면 안팎의 덧살을 제거한다.
⑶ 볼을 안착시키는 홈은 파이프홈 제조기를 사용하여 만들고 홈위치는 13~25mm의 경우 관 끝단에서 45mm, 30~50mm의 경우 관 끝단에서 53mm를 유지하는 것을 원칙으로한다.
⑷ 고무패킹 삽입시 윤활유를 사용해서는 안되며, 필요시에는 깨끗한 수돗물을 사용한다.
⑸ 이종관 소켓의 경우 고무패킹의 전면에 파이프의 구경과 용도, 제조회사가 표기된 내용 을 참조하여 재질과 구경에 적합한 고무패킹을 사용해야 한다.
⑹ 이음부위는 일직선 배관을 한 상태에서 나사를 조여야 하며 주름마디스테인리스강관을 무리하게 힘을 주어 배관하여서는 안 된다.
⑺ 볼을 안착시키는 홈은 반드시 가공하여야 하며, 접합시 볼이 홈에 정확히 위치하도록해야 하며, 나사를 조이는 과정에서 볼이 홈을 이탈하지 않도록 시공에 주의해야 한다.
3.3.2.4 롤-푸쉬 관이음쇠의 접합
⑴ 관의 절단은 스테인리스강관 전용의 파이프커터를 사용함을 원칙으로 한다.
⑵ 절단면 안팎의 덧살을 제거한다.
⑶ 이음쇠너트에서 리테이너를 떼어내지 않고 표시선이 보이지 않을 때까지 관을 똑바로 끼워야 한다.
⑷ 파이프삽입시 이음관에 끼워넣을 수 없는 경우에는 리테이너를 약간 되돌려 풀어준다. 리테이너에 파이프렌치로 잡고 회전하는 것은 안된다.
⑸ 파이프 삽입표시선의 위치가 마킹게이지의 깃발표시 이내에 있는 것을 확인하고 깃발표 시를 넘은 경우 재시공하여야 한다.
3.3.2.5 타종 관과의 접합
(1) 스테인리스강관과 타종관은 전이차로 인한 부식의 우려가 있으므로 아연도강관, 주철관, 에폭시수지분체코팅강관, 폴리에틸렌분체라이닝강관 등과 이을 때에는 케이유(ku)또는 절연재를 사용하여야 한다.
3.3.3 상수도용 에폭시수지분체 내외면 코팅강관의 접합
⑴ 코팅강관을 접합하고자 할 때에는 미리 준비된 평평한 이동식 작업대 또는 작업포 위에 서 가조립한다.
⑵ 접합순서는 먼저 접합용 조인트의 너트(압륜)를 풀고, 와셔와 고무링을 빼낸 다음 이음관의 선단에 압륜과 와셔 고무링을 끼우고 손으로 조작하여 가조임한다. 이때 고무링과 와셔, 너트가 동시에 일체로 가조임되는지를 확인하여야 한다.
⑶ 코팅 강관의 이음관은 내․외면이 모두 코팅되어 있으므로 조인트 내부에 있는 정지 돌기부에 접촉되지 않도록 삽입 길이에 유의하여 시공하여야 한다.
⑷ 나사식 접합이음방법은 일반강관의 시공요령과 같다. 다만, 직관 및 이음쇠의 나사부위 등 코팅 도장이 벗겨진 부분에는 방식용 에폭시수지도료를 고르게 잘 칠한 다음 조립, 조임을 하되 도료가 굳은 뒤에 시공하여야 한다. 나사식접합 이음장소에 지하수, 용수 등이있거나 토질이 나쁠 때에는 방식용 테이프로 보호하여야 한다.
⑸ 코팅강관의 가공을 나사식으로 할 때에는 수용성 절단유를 사용하고 절단유가 관내에 흘러 들어가지 않도록 한다. 만약 절단유가 관내에 흘러 들어갔을 경우 깨끗이 씻어내어야한다.
⑹ 관의 끝면 및 이음나사부 등은 잘 씻은 뒤에 시공하여야 하며, 나사부의 경우는 나사 끝 에서 3산 정도까지만 방식용 도료를 칠해야 한다.
⑺ 조인트접합이 아닌 나사접합부를 매설하고자 할 때에는 관 및 이음부와 나사를 낸 부분의 노출부위를 방식용 테이프 등으로 폭의 1/2 이상이 겹치도록 당겨가면서 2회 이상을감아 보호한다. 이때 방식용 도료를 먼저 칠하는 것이 좋다.
⑻ 플랜지 조인트의 경우, 미리 가공하여 접합코자 할 때에는 앞 항 ⑴~⑷에 따르고 침식방지에 특히 유의하여 시공하여야 한다.
⑼ 가접합을 완료한 후, 토크렌치를 사용하여 조임을 하여야 하며, 렌치의 잇자국이 에폭시코팅 도장면을 손상시키지 않도록 유의하여야 한다. 만약, 토크렌치의 잇자국이 코팅 도장면을 손상하였을 때에는 방식용 도료를 칠하여 보호하여야 한다.
3.3.4 상수도용 폴리에틸렌분체 라이닝강관의 접합
(1) 관 중에서 외면에 피복이 되어 있는 제품을 접합할 경우에는 강관 및 피복강관 겸용파이프렌치를 사용한다. 만약 접합 후 외면피복에 손상된 부분이 발생되면, 반드시 방식 테이프 등으로 보수하여야 한다.
3.3.5 상수도용 경질염화비닐관의 접합
3.3.5.1 TS 접합(taper socket joint)
⑴ 접합작업 전에 TS이음부에 관을 가볍게 삽입하여 삽입된 길이를 매직잉크 등으로 표시 한 후 시공한다.
⑵ 접착제를 도포하기 전에 관을 이음부에 가볍게 삽입해 보고 관이 멈추는 위치(제로 포 인트)가 소켓길이의 1/3~2/3 범위에 있는가를 확인한다.
⑶ 접착제를 표선 이상이 되지 않도록 솔로 얇고 고르게 바르고, 접착제가 건조하기 전에 관을 단번에 삽입하고 30~60초 동안 그대로 눌러두며 관을 삽입할 때 비틀지 말아야 한다.
⑷ 삽입은 원칙적으로 지렛대 또는 삽입기 등을 사용하여야 하고 두드려 넣지 말아야 한다. 또 작업 중 접착제 도포면에 흙, 먼지 등이 부착되지 않도록 주의함과 동시에 관밖으로 나온 접착제는 관에 부착되지 않도록 제거하여야 한다.
⑸ 접합 직후 접합부에 휨응력 등 무리한 힘을 가하지 말아야 한다.
⑹ 연속접합을 하면서 부설할 때에는 접합 직후 여름철은 1시간, 겨울철은 2시간 이상 경 과한 후 매설하도록 한다. 또 무리한 휨배관은 피한다.
⑺ 배관 종료시에는 관내에 고여 있는 용제증기를 가능한 한 빨리 배출시켜야 한다.
3.3.5.2 고무링 접합(rubber ring joint)
⑴ 고무링의 내면과 직관삽입 부위에 이물질이나 기름 등이 없도록 깨끗이 닦아낸다.
⑵ 고무링은 플랩(flap)부가 소켓구석(안쪽)을 향하도록 하여 홈부위에 정확히 장착하여야 한다.
⑶ 고무링의 접합면과 관 삽입부 선단에 삽입길이의 1/2만큼에 붓 또는 걸레(넝마) 등으로 윤활제를 충분히 도포한다. 이때 윤활제는 인체에 무해한 상수도용 경질염화비닐관용을 사용하여야 한다.
⑷ 윤활제 도포가 끝나면 즉시 지렛대나 삽입기 등으로 표선까지 관을 접합부에 삽입한다.
⑸ 삽입작업은 관경 100mm 이하는 지렛대나 인력으로 삽입하고, 관경 125mm 이상은 삽 입기를 사용토록 하며, 삽입작업은 원칙적으로 망치 등으로 두드려 넣지 말아야 한다.
⑹ 파이프 삽입 후, 삽입표시선 까지 정확히 삽입되었는지 확인하며, 고무링이 정확한 위치 에 접속되어 있는가를 확인한다. 만약, 고무링이 이탈하였거나 관의 삽입이 불량하였을 경우, 윤활제가 완전건조되기 전(고무링의 마찰력이 약할 때)에 관을 분리시키고 재삽입 하여야 한다.
⑺ 매일 작업이 종료된 때에는 모든 개구부를 막아 지하수가 유입되지 않도록 하여야 하고, 특히 관내에 이물질이 유입되지 않도록 하여야 한다.
3.3.5.3 기타 접합
(1) 염화비닐관과 이형관 또는 밸브류를 접속할 때에는 각 이음형식에 따라 앞의 각 항에 따른다.
3.3.6 상수도용 폴리에틸렌관의 접합
3.3.6.1 바트융착접합
⑴ 관의 융착면을 가공하고 접합부위 오차가 허용오차인 관두께의 10% 이내인가를 확인한다.
⑵ 사이에 히터를 설치하고 일정한 압력으로 히터에 관을 밀착시켜 전체 둘레에서 비드가 나올 때까지 가열한다. 이때 히터의 온도와 가열유지시간 등은 정해진 규정에 따른다.
3.3.6.2 소켓융착접합
⑴ 관의 손상유무를 확인하고 손상깊이가 두께의 10% 이상인 경우에는 그 부분을 절단, 제 거한다.
⑵ 관 융착면의 가공은 앞 항 “1) 바트융착접합”에 따르고, 히터의 온도와 가열유지시간 등 은 정해진 규정에 따른다.
3.3.6.3 새들방법
⑴ 새들의 안장부분과 원관의 융착부분을 샌드페이퍼 또는 칼로 원관의 축방향으로 긁어 준다.
⑵ 원관에 히터를 올려놓고 그 위에 새들을 놓은 후, 일정한 압력을 가하면서 용융상태가 균일한가를 점검하면서 용융접착시킨다.
⑶ 융착부위를 눈으로 확인한 후, 천공기를 이용하여 천공한다.
3.3.6.4 조임식 접합
⑴ 비눗물이나 인체에 무해한 기름을 사용하여 유니온의 나사형과 각 부분을 칠한다.
⑵ 관에 캡, 푸셔(pusher), 오-링(O-ring)을 차례로 관의 지름의 2배되는 부분까지 밀어 놓 고 관의 단면부를 중앙부까지 밀어 넣는다. 이때 오-링, 푸셔를 최대한 관체에 밀착시킨다.
⑶ 체인렌치를 이용하여 캡과 관체를 겹합시킨다.
⑷ 결합된 캡과 관체를 분리시켜 오-링이 관과 관체 사이에 고정된 것을 확인한 후, 홀더 (holder)를 벌려 관을 끼운다.
⑸ 크레인렌치를 이용하여 캡과 관체를 결합시킨다.
3.3.6.5 폴리에틸렌관과 기타 관의 접합
⑴ 강관과의 연결 : 강관과의 연결은 강관의 모양에 따라 트랜지션이음의 용접형, 나사형, 플랜지형을 선택하여 사용한다. 이때 트랜지션 이음의 부식을 방지하기 위하여 에폭시 코팅된 제품을 사용하여야 한다.
⑵ 주철관과의 연결 : 주철관과의 연결은 주철부분에 플랜지형태의 폴리에틸렌플랜지 또는 트랜지션이음의 플랜지형을 사용하여 연결한다.
⑶ 제수밸브와의 이음 : 폴리에틸렌플랜지 또는 트랜지션이음의 플랜지형을 사용하여 접합 한다.
⑷ 폴리에틸렌관에서 타관으로 분리 : 폴리에틸렌관용 새들분수밸브(청동제)를 사용한다.
3.3.7 상수도용 유리섬유강화플라스틱관의 접합
3.3.7.1 소켓접합
⑴ 관을 일직선으로 정렬하고 끝부분의 표면과 소켓의 내면을 헝겊으로 깨끗이 닦아 흙,습기 등의 이물질을 완전히 제거하고 윤활제를 도포한다.
⑵ 소켓접합은 다음 순서에 따라 시행한다.
① 외면접합
가. 접합하고자 하는 관과 기접합된 관에 외면접합용 장치를 설치한다.
나. 접합용 장치가 단단히 고정되었는가를 순차적으로 확인한다.
다. 관의 좌측과 우측에 위치하도록 접합용 장치에 체인블록 또는 슬링벨트를 각각 연결한다. 단, 체인블록의 길이가 충분치 않을 때에는 와이어로프와 연결하여 충분한 길이를 가지도록 한다.
라. 관이 한쪽으로 치우치지 않도록 주의하면서 양쪽의 체인블록을 사용하여 접합한다.
마. 유리섬유강화플라스틱관에 표시된 접합위치까지 관이 소켓 안으로 삽입되었는가를 확인한다.
② 내면접합
가. 외면접합의 가~라항을 따른다.
나. 이때 관 아랫면이 먼저 삽입될 경우, 크레인 등을 이용하여 반대쪽 관을 상승시켜서 일직선으로 삽입되도록 한다.
다. 내면의 수밀링 스토퍼까지 관이 삽입되었는가를 확인한다.
3.3.7.2 플랜지 접합
⑴ 플랜지의 접합될 부분을 깨끗이 세척한다.
⑵ 정확한 접합이 되도록 관을 일직선으로 정렬한다.
⑶ 개스킷을 플랜지와 플랜지 사이에 정렬한 다음, 볼트 4개 내/외를 조립하여 개스킷의 위치를 잡는다.
⑷ 볼트․너트의 청소를 확인한 다음 볼트를 모든 구멍에 끼우고, 너트를 가볍게 조인 뒤 모든 볼트․너트가 들어가 있는가를 확인한다.
⑸ 볼트의 조임은 한쪽으로만 죄어지지 않도록 상하의 너트, 다음에 양쪽 옆의 너트, 다음 에 대각 너트의 순으로 각각 조금씩 조이고 GRP 플랜지와 타관 플랜지의 간격이 관체 둘레에 모두 동일하게 되도록 한다.
⑹ 플랜지 접합시 볼트의 조임은 반드시 토크렌치를 사용하고, 제조사에서 제시하는 관경 별 토크값을 준수하여야 한다.
3.3.7.3 수압시험
(1) 유리섬유강화플라스틱관의 수압시험은 이 시방서 KCS 57 30 35 상수도 수압시험 및 검사에 따른다. 단, 유리섬유강화플라스틱관의 특성상 가압시 관의 팽창 등으로 인한 감압이발생하므로 수압시험 전에 최소 1시간 이상의 안정화 시간을 가져야 한다.
3.3.8 플랜지이음의 접합
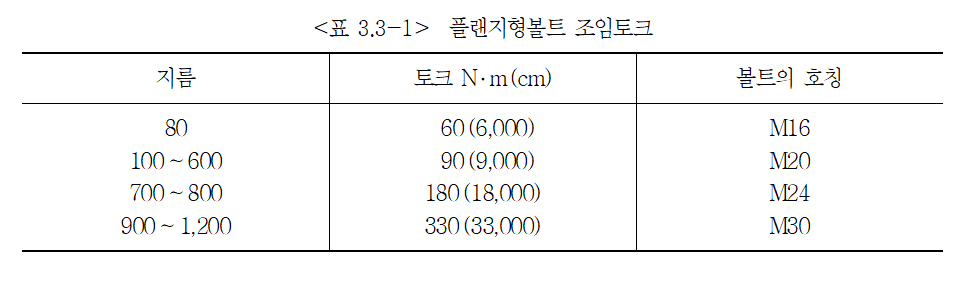
⑴ 볼트는 한쪽으로만 조여지지 않도록 둘레 전체를 통하여 균등하게 조인다.
⑵ 플랜지이음의 토크는 <표 3.3-1> 플랜지형볼트 조임토크에 따른다.
3.3.9 신축이음 및 빅토리이음의 접합
3.3.9.1 신축이음의 접합
⑴ 공장에서 세팅된 이음이 설계도의 규정대로 되어 있는지 확인한다.
⑵ 관로와 신축이음관이 일직선으로 되도록 접합하여 변형이 일어나지 않도록 주의한다.
⑶ 관로부설 단계에서 매설 및 통수 초기까지는 관이 노출되고 있거나 관 주변 흙이 안정 될 때까지 관로의 신축량이 크고 주변지반의 구속력이 저하된 상태이므로 관로의 매120~150m 간격으로 1개소의 준수축이음 연결부(special closure lap joint)를 설치하여 관 로준공 초기까지의 신축량을 최대한 수용시키도록 하여야 한다.
⑷ 준수축이음 연결부는 일반 연결부보다 깊게 수구에 삽구(stab)하고 일반연결부는 먼저 되메우기 등 매설작업을 완료한 뒤, 하루 중 가장 기온이 낮은 시간대를 이용하여 이 연 결부를 용접하여 최종관로를 형성시킨다.
⑸ 신축이음관의 종류에 따라서는 유수방향이 있으므로 체결시에 확인한다.
⑹ 체결 후에 세트볼트, 시핑앵글의 해체작업이 용이하도록 하기 위해서는 하부방향으로되지 않는 위치에서 접합한다.
⑺ 세트볼트, 시핑앵글의 해체시기는 일단자유의 경우는 용접완료 후에 떼어내고 양단고정 의 경우는 반대편 측을 임시로 붙여둔 후에 떼어낸다.
⑻ 용접에 있어서는 신축이음관의 고무 등이 용접 스패터 등에 의해 손상되지 않도록 보호 하며 작업한다. 또 이음에 의해 미끄럼면이 손상되지 않도록 한다.
⑼ 가스버너 등을 부근에서 사용하는 경우에는 화염이나 열에 의한 손상이 없도록 보호하 여야 한다.
⑽ 강관이나 밸브류의 체결을 완료한 후에는 신축이음관의 내면을 청소하고 도장면이나 관 체에 손상이 있으면 즉시 보수하여야 한다.
3.3.9.2 빅토리이음의 볼트접합
⑴ 볼트체결시 반드시 내외면을 청소하여 이물질을 제거하고 난 뒤 체결하며, 체결볼트는 좌우평형이 되도록 하여야 한다.
⑵ 800mm 이상 대형 강관의 접합부 기밀시험은 주철관접합에 준하여 시행한다.
댓글